Update February 2026: We have published an updated article about loop calibration. Read it here: Loop Calibration vs. Instrument Calibration
Last year, I presented a paper on this topic at an ISA event (Power Generation Division meeting). My opinions are based on customer feedback and what I have learned from them over the years.
While not a new concept, there are advanced calibration techniques based on loop testing. In some cases, it is best practice to perform individual instrument calibration to achieve maximum accuracy (e.g. custody transfer metering). However, there are viable methods where a loop can be tested end-to-end and if readings are within acceptable tolerances, there is no need to break into the loop for individual instrument testing. To be effective, a common sense approach is required with the goal to minimize downtime, maximize technician efficiency while ensuring reliable control and maintaining a safe work environment.
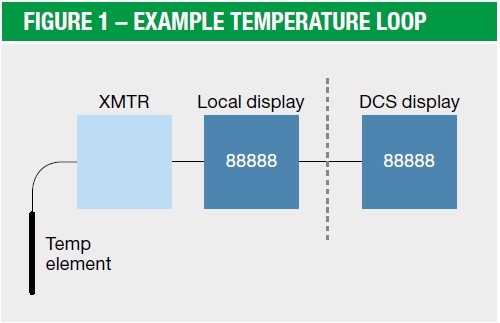
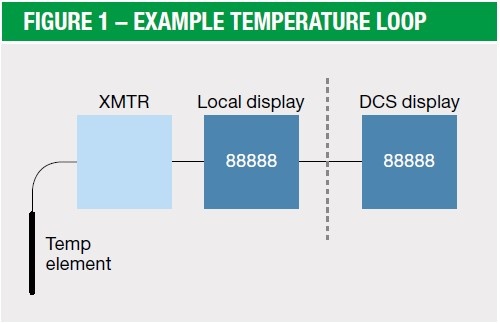
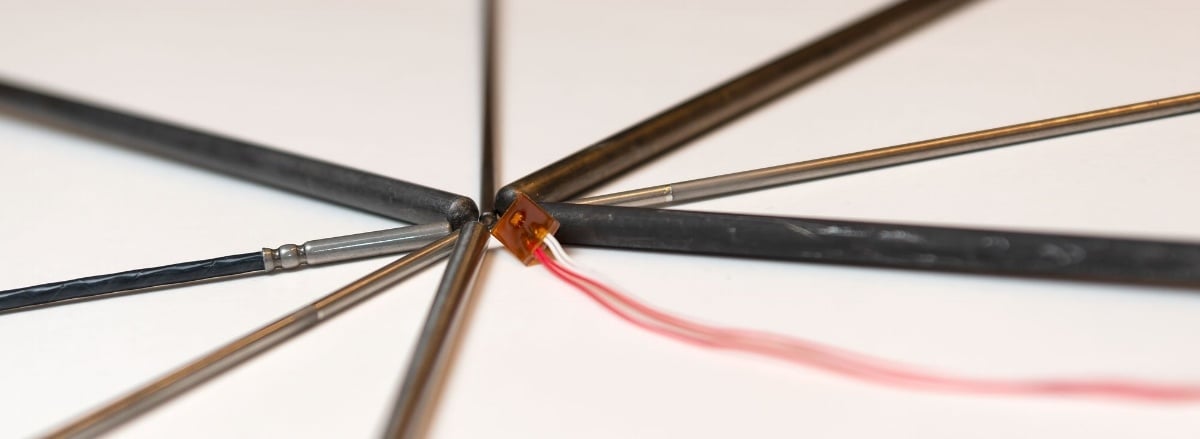
The idea of a loop can mean different things to different people due to their work background and/or industry. In practice, a loop is simply a group of instruments that in combination make a single measurement or effect a control action in a process plant. A typical temperature example would be a temperature element (RTD or T/C) that in turn is connected to a transmitter, which is connected in series to a local indicator and finally a control system input card (DCS or PLC); the signal is then displayed on one or more control panels and the measurement is ultimately used to control the process.
When evaluating a loop for testing, an important distinction to make is can the loop be tested from end-to-end or can only a portion of the loop be tested?
For an end-to-end test, in the example temperature loop (Figure 1), the temperature element would need to be removed from the process and placed in a dry block or temperature bath in order to simulate the process temperature. The final displayed measurement would be compared to the simulated temperature and the error interpreted. An end-to-end loop test is the best practice; if an accurate temperature is made for the control process, it does not matter how the individual instruments are performing. The DCS/PLC value is what is used to make any control changes, alarms, notifications, etc. However, if the loop measurement has a significant error, then the error of each instrument in the loop should be checked and corrected one by one in order to bring the final measurement back into good operation.
In some cases, it is not possible to make an end-to-end loop test. In the example loop, it may be extremely difficult or expensive to remove the probe from the process or the probe cannot be inserted into a temperature block/bath. If this is the situation, then a partial loop test can be performed where the temperature element is disconnected from the transmitter and a temperature calibrator is used to simulate a signal into the transmitter. As in the end-to-end loop test, the final displayed measurement would be compared to the simulated temperature and the error interpreted, etc. While the loop is broken apart, it would be good to check the installed temperature element; perhaps a single-point test could be done by temporarily inserting a certified probe/thermometer into the process and comparing that measurement against the element’s output when connected to a calibrator.
By approaching the task of calibration with a fresh look, there are plenty of opportunities to “do more with less” and effectively “touch” every instrument in the plant more efficiently using loop calibration strategies. Logical and careful planning of loop testing strategies will result in improved control performance without compromising quality, reliability or safety of plant operations.
Read the white paper to learn how to analyze loop error and walk through various loop testing examples including wireless/fieldbus, multivariable and more.






.png)











.jpg)


Discussion