

.jpg)

-1.png)

















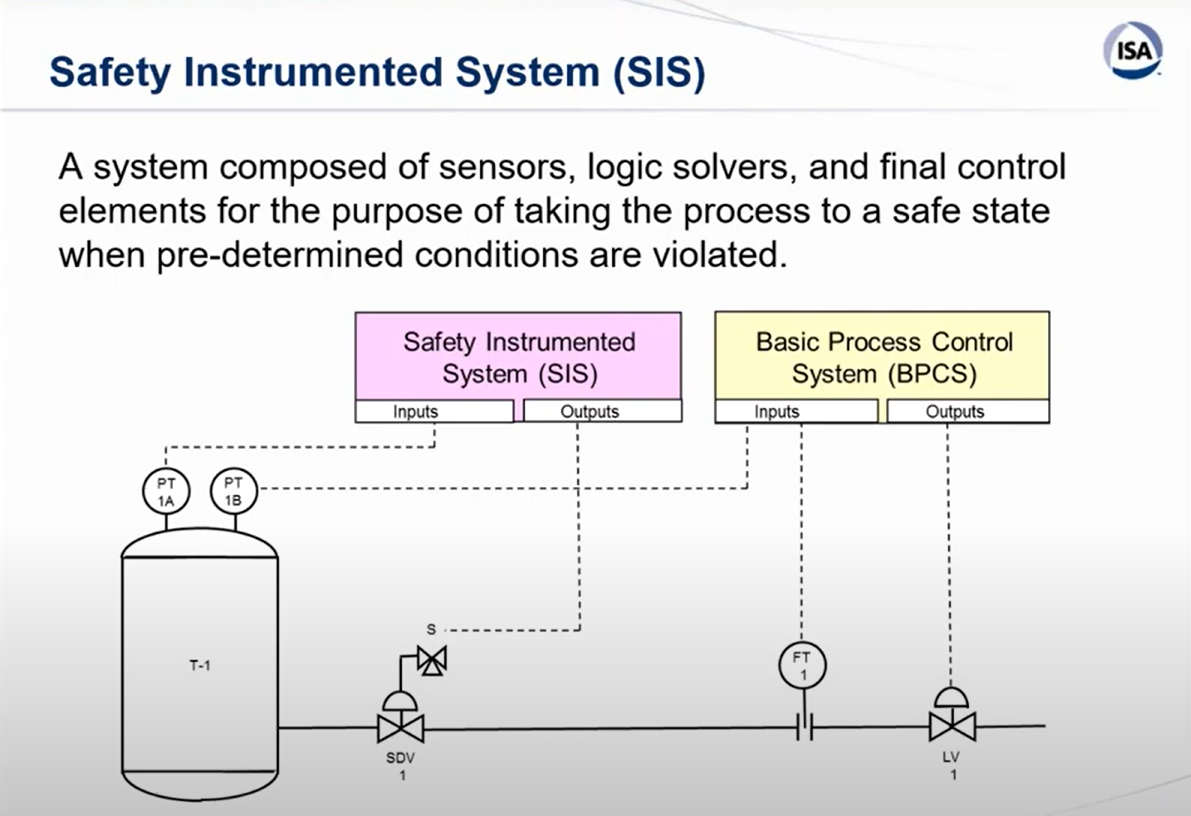
Det digitala kalibreringscertifikatet (DCC) är banbrytande för processindustrin och ger möjlighet att lagra och dela kalibreringsresultat på ett standardiserat, konsekvent, autentiserat och krypterat sätt. Är ditt företag redo att skörda fördelarna med detta senaste steg i den digitala revolutionen? Sami Koskinen, Director of Digital Transformation på Beamex, berättar allt vi behöver veta om detta revolutionerande koncept.
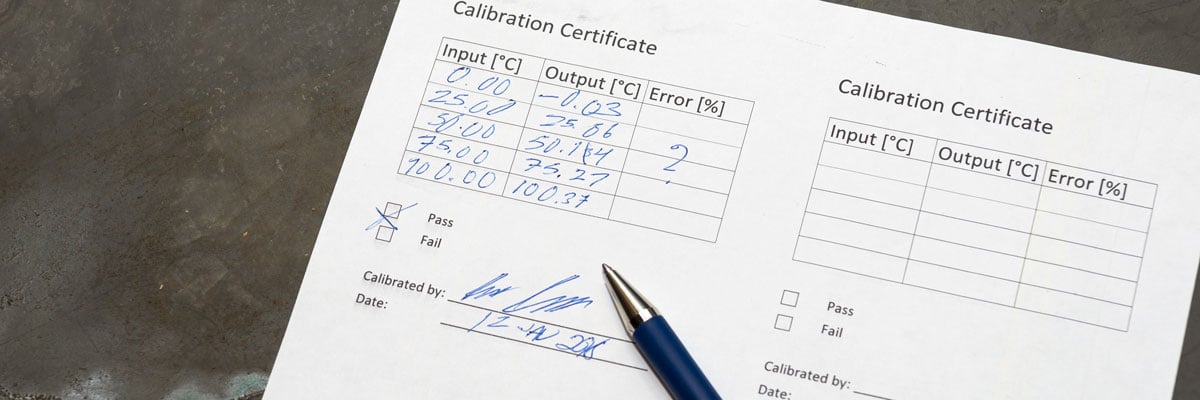
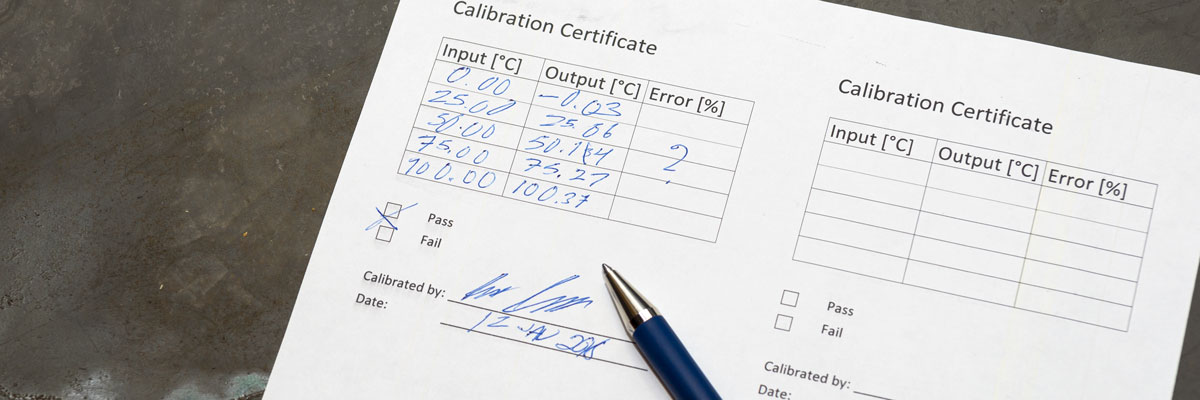
Under mina 30 år i kalibreringsbranschen har jag upplevt enorma förändringar, förändringar som har hjälpt till att förbättra hur en kalibrering utförs, vilka enheter som används för att utföra den och vilka system som används för att lagra informationen. Men när vi kommer till slutet av kedjan, till den punkt där vi måste generera ett kalibreringscertifikat för en enhet, har saker och ting inte riktigt kommit längre än till papper eller en PDF.
I det som traditionellt har varit en konservativ bransch har papper alltid känts mysigt, tryggt och bekant, ett format som alla kan förstå. "If it ain’t broke, don’t fix it", eller hur? Men nu när digitaliseringen har börjat göra verkliga framsteg tidigare i kalibreringskedjan, vilket ger mycket bättre noggrannhet och spårbarhet, har pressen att digitalisera det sista steget, kalibreringscertifikatet som innehåller data, blivit för stark för att ignoreras.
Innehållsförteckning
- I takt med att automatiseringen ökar, ökar även behovet av kalibrering
- Uppgången för DCC
- Vi sitter på en guldgruva av information
- Låt oss skapa spårbarhet och lita på Europas superkrafter
- DCC kommer, men är du redo?
- Vill du lära dig mer?
- Relevant DCC-material och länkar
Viktiga slutsatser
- Digitala kalibreringscertifikat (DCC) förändrar kalibreringen genom att ersätta papper med strukturerade, maskinläsbara data.
- Minskat manuellt arbete förbättrar effektiviteten och minimerar felaktigheter, vilket påskyndar kalibreringsprocesserna.
- Systemintegration möjliggör sömlöst dataflöde mellan verktyg och plattformar, vilket stödjer användning av kalibreringsdata i realtid.
- Standardisering säkerställer interoperabilitet mellan laboratorier, tjänsteleverantörer och kunder.
- DCC stärker spårbarheten, dataintegriteten och efterlevnaden samtidigt som de administrativa kostnaderna reduceras.
- Införandet är redan på gång, vilket gör tidig förberedelse nyckeln till att förbli konkurrenskraftig.
I takt med att automatiseringen ökar, ökar även behovet av kalibrering
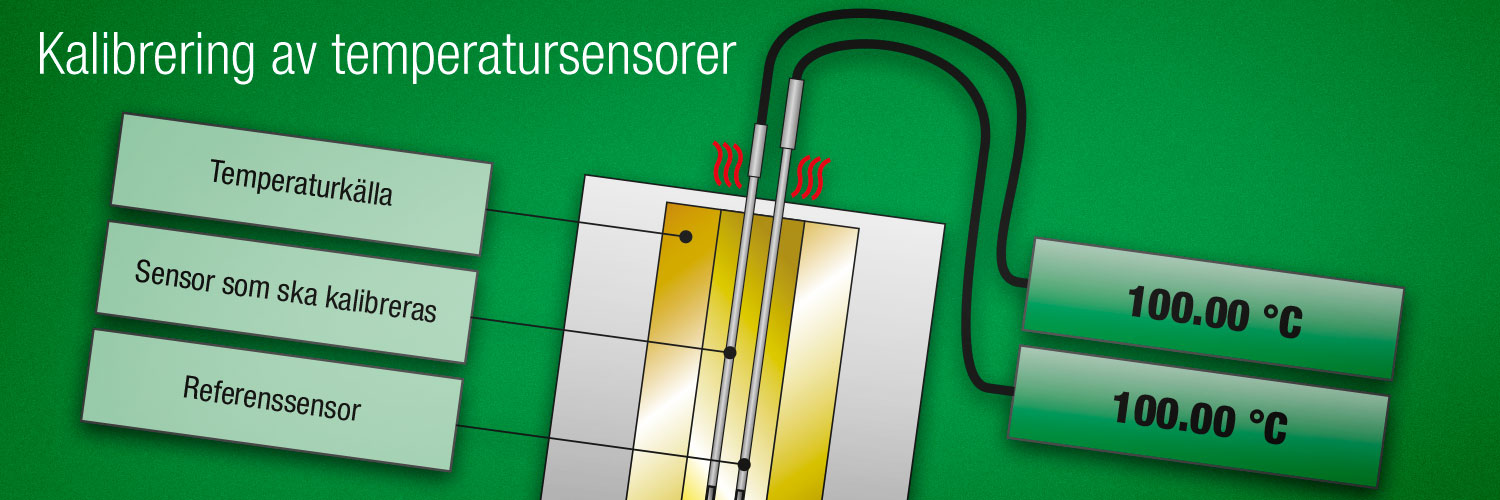
Särskilt läkemedels- och biovetenskapsföretag har visat vägen i strävan efter automatisering. Mer automatisering innebär fler givare och fler givare innebär ett större behov av kalibrering. Utan en robust kalibreringsprocess kan man inte lita på de mätningar som dessa givare gör, och i starkt reglerade branscher som läkemedel är tillit allt.
På Beamex har vi arbetat hand i hand med kunder i fem decennier för att hjälpa dem att automatisera och förbättra sina kalibreringsprocesser. Idag finns det bättre sätt att utföra kalibreringar, bättre sätt att dokumentera resultaten och bättre sätt att extrahera värde från kalibreringsdata tack vare digitalisering.
Men det sista steget, att generera ett kalibreringscertifikat, är fortfarande mycket i pappersform, eller i bästa fall en PDF. Du kan ha ett tredjepartstjänsteföretag som lämnar ett pappers- eller PDF-certifikat till dig, och det finns inget standardsätt att analysera eller få värde utifrån data i det. Men det finns en omvälvande förändring i horisonten.
Uppgången för DCC
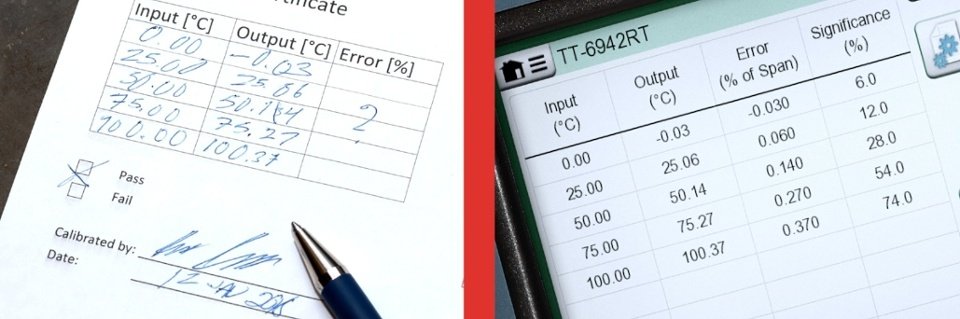
DCC förändrar spelet när det gäller kalibrering eftersom det är ett maskinläsbart certifikat som man enkelt kan få åtkomst till på ett repeterbart och felfritt sätt. Den värdefulla information som dessa certifikat innehåller kan också överföras i ett standardiserat och helt digitalt format.
Man kan tänka på DCC som kalibreringens MP3: en digital fil baserad på XML som enkelt kan delas och läsas av maskiner. Beamex vision av DCC-processen bygger på molnhubbar. Dessa skulle vara branschgodkända och olika parter skulle kunna ansluta och dela DCC:er i XML-format. I hubben autentiseras DCC-uppgifterna som giltiga, signeras och levereras sedan till relevant kund.
Denna typ av molnbaserad metod ersätter punkt-till-punkt-anslutningar mellan företag och externa leverantörer, vilket kräver stora investeringar och kan vara svårt att ändra när de väl är etablerade. Molnet har också den extra fördelen att enkelt göra saker och ting skalbara.
Beamex har varit involverade i arbetet med att utveckla en global DCC-standard från början, i samarbete med National Metrology Institutes och viktiga branschaktörer som Testo, Endress & Hauser och Siemens.
Tillsammans med Boehringer Ingelheim, världens största privatägda läkemedelsföretag, har Beamex tagit sakerna ett steg längre och utvecklat det första DCC-konceptet som nu finns tillgängligt för utvalda tillämpningar.
Expertinsikt: Klaus Fickinger, Boehringer Ingelheim
Klaus Fickinger, Senior Manager, Global Calibration, delar sina tankar om samarbetet med Beamex:
"Fyra ögon-principen är fortfarande en utmaning. Hur säkerställer vi att de värden vi mäter är korrekta, samtidigt som vi strävar efter att bli mer effektiva och smidiga. I en starkt reglerad miljö som läkemedelsindustri måste vi alltid kunna bevisa att det vi använder är giltigt. För att möta dessa utmaningar behöver vi intelligenta lösningar."
"Vi utför 150 000 kalibreringar per år bara i vår produktionsmiljö, och 20 procent av dessa innebär att vi skickar ut enheter. Vi har att göra med 50 externa tjänsteleverantörer som levererar kalibreringsresultat, och deras pappers- eller PDF-certifikat ser alla olika ut. Vid inspektioner är överföringen av externa resultat till kalibreringssystemet felbenägen."
"När jag såg utvecklingen kring DCC såg jag genast möjligheterna i detta, så vi startade DCC Production-projektet som leddes av PTB, det tyska metrologiinstitutet och Boehringer Ingelheim. Projektet tog de stora aktörerna inom läkemedelsindustrin till samma bord, inklusive tillverkare, tjänsteleverantörer och leverantörer av kalibreringshanteringssystem, som Beamex.
.jpg?width=1200&name=eLearning%20v6%20(1).jpg)
Vi sitter på en guldgruva av information
Huvudsyftet med kalibreringscertifikatet, oavsett form, är att bevisa att ett instrument tillhandahåller korrekta data och fungerar som det ska. Men om certifikatet bara förvaras i ett dammigt skåp och grävs fram inför en revision här eller en felsökningsprocess där, då får företagen inget verkligt värde eftersom det förblir en statisk ögonblicksbild.
DCC-konceptet erbjuder ett sätt att dra nytta av den guldgruva med information som kalibreringscertifikat innehåller. Eftersom informationen är i ett maskinläsbart, lättöverförbart format kan den analyseras för att avslöja hur instrument beter sig under vissa förhållanden över tid. Du kan skapa trender, bygga instrument och börja låsa upp en helt ny värld av fördelar som hjälper dig att kontinuerligt förbättra processer. DCC öppnar också upp för möjligheten att övergå till förebyggande, tillståndsbaserat underhåll, vilket kan spara enorma mängder tid och pengar.
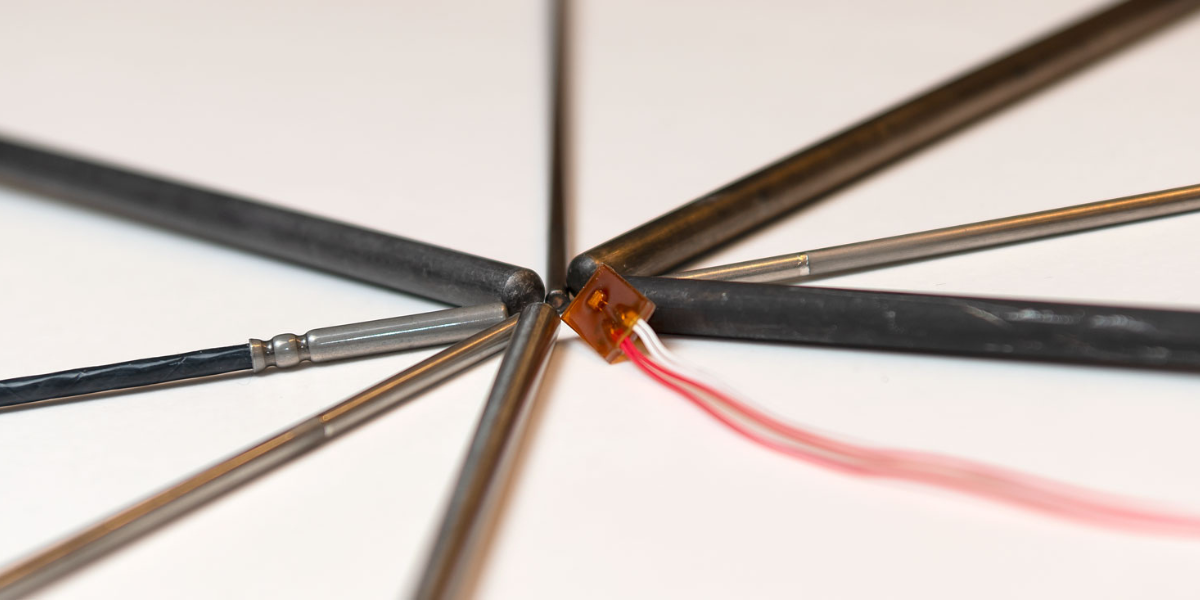
I takt med att DCC-konceptet utvecklas är det viktigt att komma ihåg att det finns subtila komplexiteter att tänka på. Låt oss återvända till vår jämförelse med MP3. Komplexiteten i ett digitaliserat musikstycke är de olika noter som ingår i låten. Med en DCC är komplexiteten de olika parametrar som mäts av instrumenten som kalibreras, såsom tryck, temperatur och massa. För att skapa vacker musik med DCC behöver vi harmonisera dessa noter genom att etablera och dela med oss av god praxis för kalibreringar som involverar dessa olika parametrar.
Låt oss skapa spårbarhet och lita på Europas superkrafter
Europa leder vägen i demokratiseringen av data och DCC-konceptet har en stor roll att spela för att göra spårbarhet till Europas superkraft. Genom att erbjuda transparens erbjuder DCC:er till att bygga förtroende för de produkter vi använder varje dag. Det går mycket snabbare och enklare att hitta det du letar efter om kalibreringsdata finns tillgängliga på begäran genom digital sökning. Detta är särskilt användbart vid revisioner.
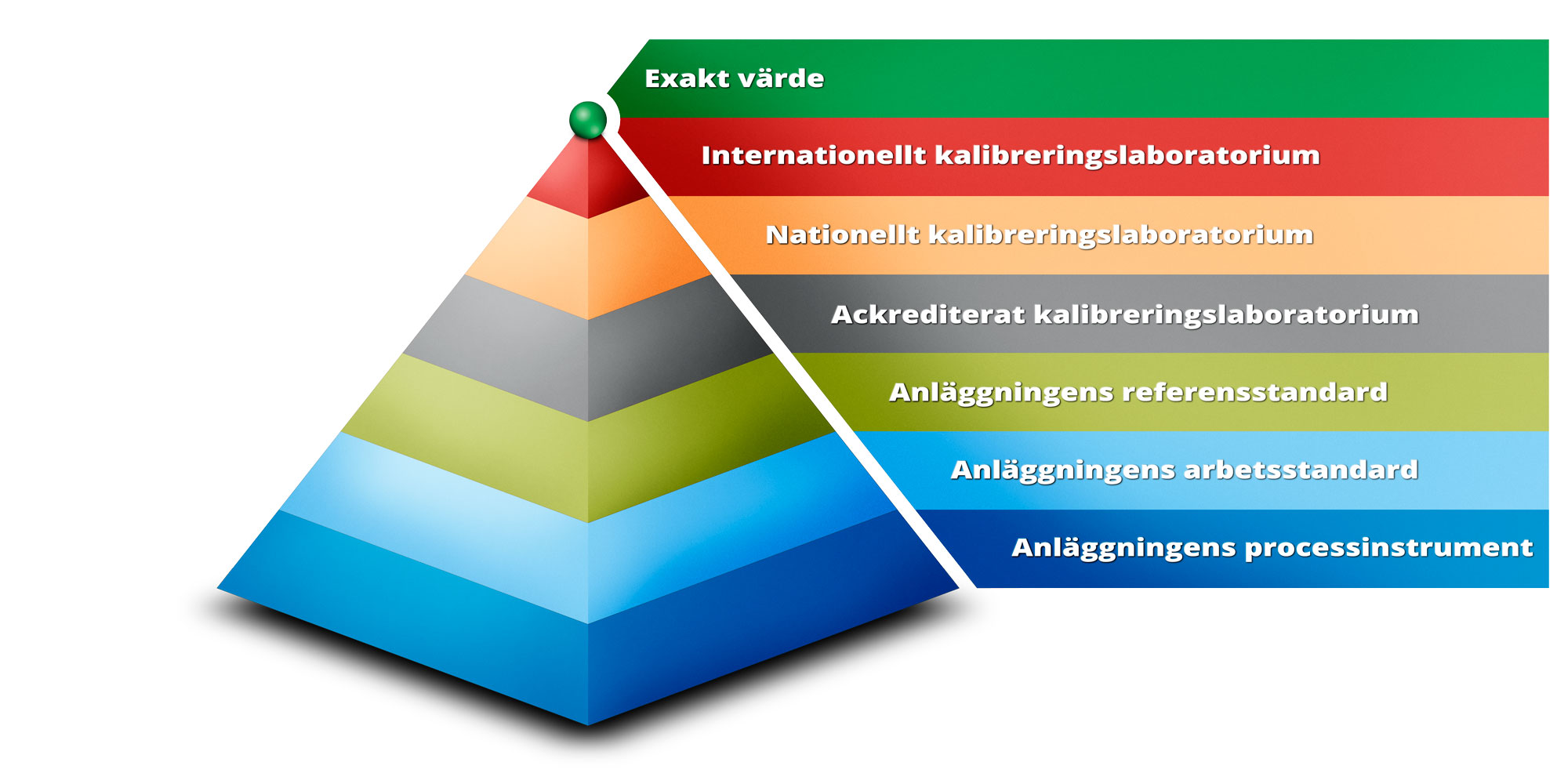
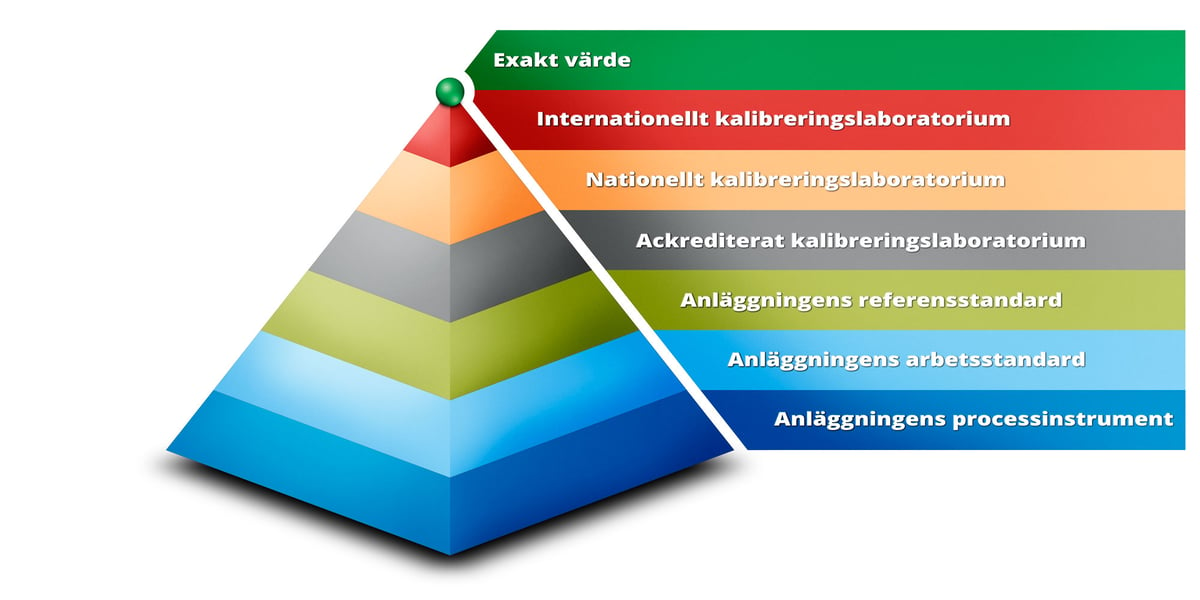
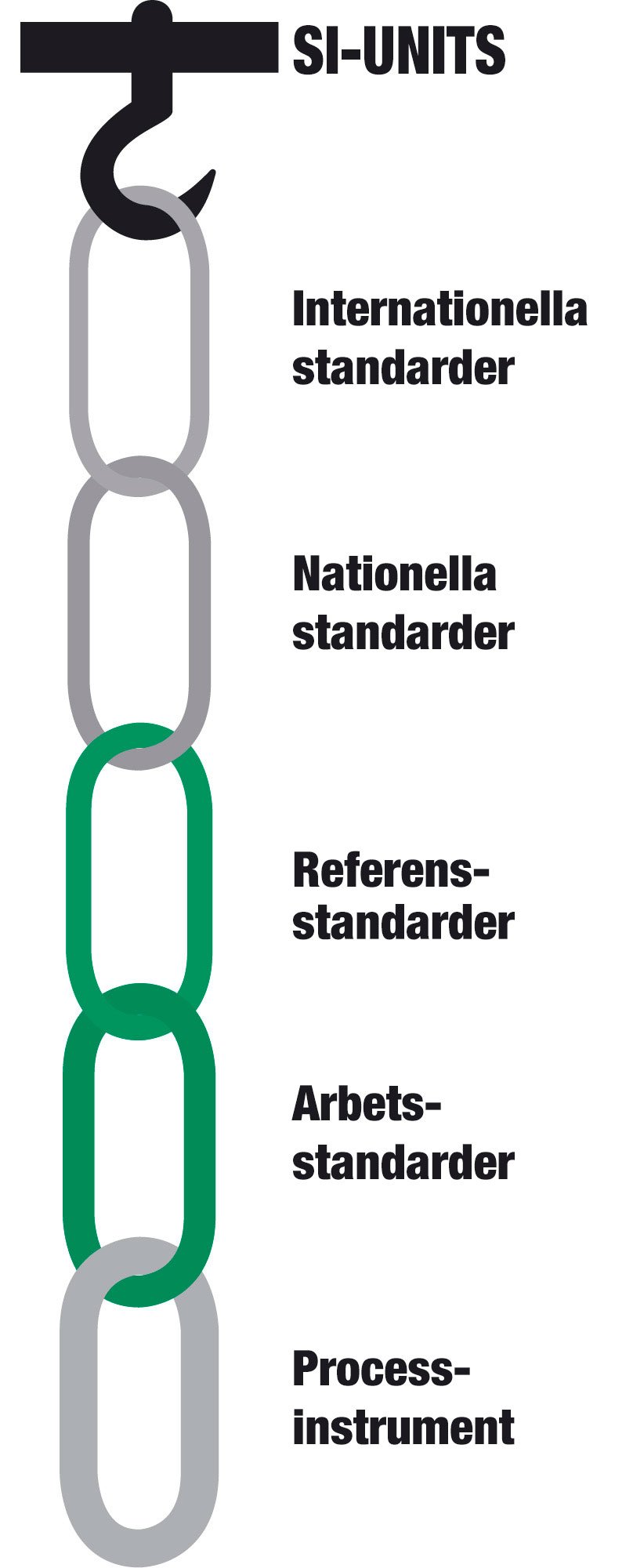
Med DCC:er kan vi bygga en komplett spårbarhetskedja från nationella metrologiinstitut hela vägen till produktens slutanvändare. Genom att skanna en QR-kod på en produktförpackning kan vi till exempel se var produkten har tillverkats, var ingredienserna kom ifrån och till och med när automatiseringssystemet som hjälpte till att producera den senast kalibrerades. Det bygger förtroende.
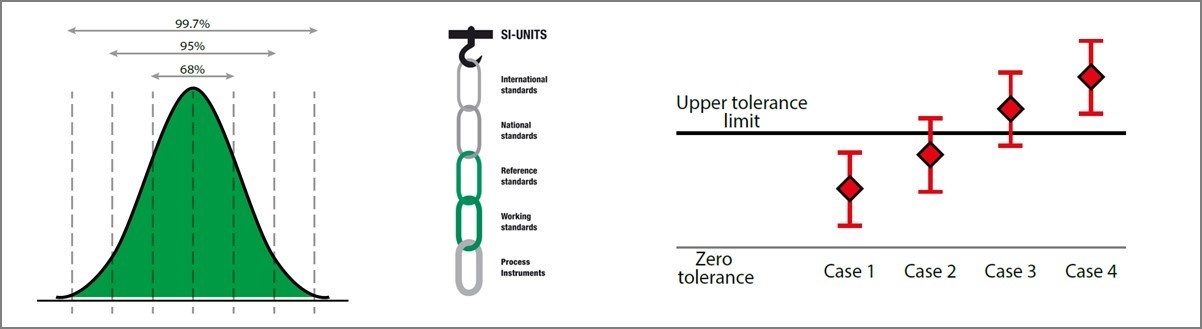
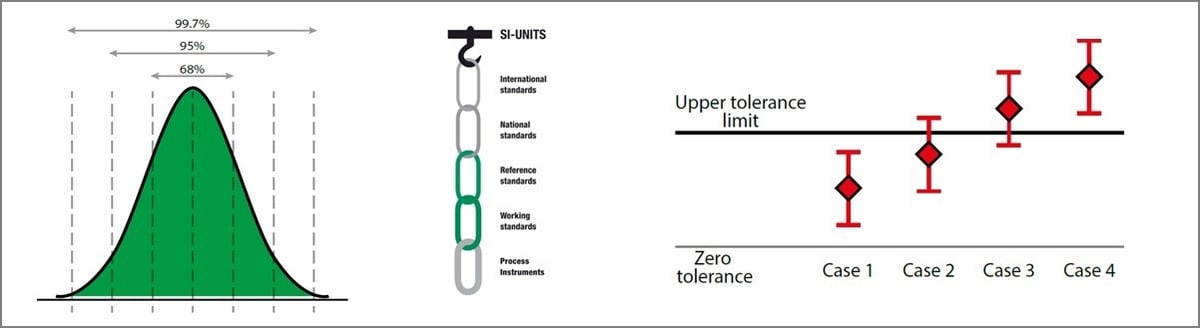
Med insyn i hela spårbarhetskedjan kan vi också använda informationen för att mer exakt definiera osäkerheter i de mätningar som görs längs kedjan. Varje mätning är till viss del felaktig, och ju längre ner i kedjan du går desto större är osäkerheten. Med DCC:er kan vi lättare gräva ut den informationen, definiera osäkerheterna och förbättra mätnoggrannheten genom hela kedjan.
DCC kommer, men är du redo?
Om du vill vara redo att skörda fördelarna med DCC:er måste du först digitalisera din kalibrering och andra processer, om du inte redan har gjort det. Det behöver inte vara dyrt eller komplicerat. Beamex har hjälpt företag att hitta bättre sätt att kalibrera i över 50 år och erbjuder idag molnbaserade lösningar med låg tröskel för införande.
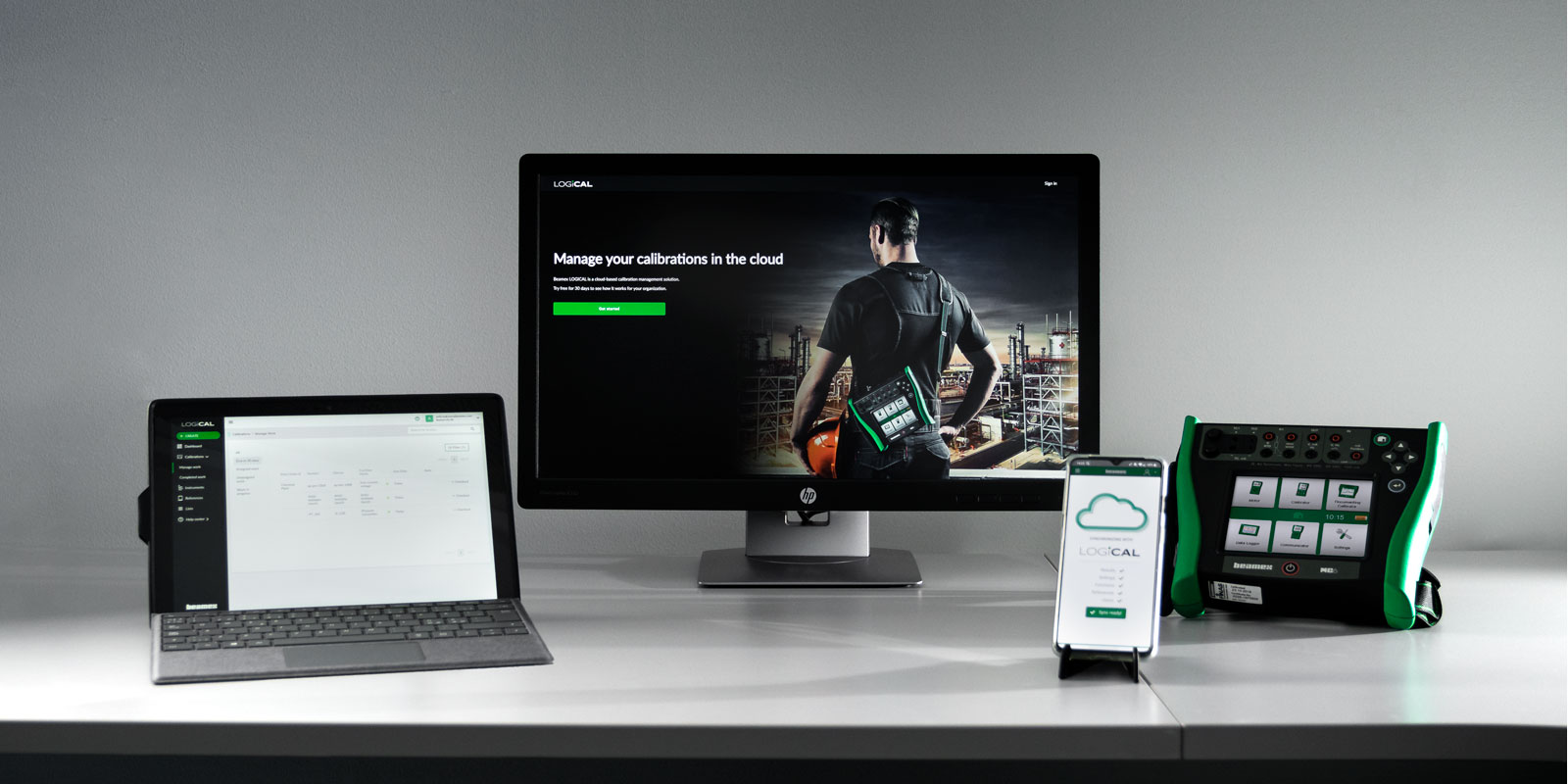
Beamex LOGiCAL mjukvara för kalibreringshantering är till exempel ett enkelt och prisvärt sätt att hantera dina instrumenttillgångar. Med LOGiCAL vet du alltid vad, när och hur du ska kalibrera och kan utföra ditt kalibreringsarbete effektivt. Dina kalibreringsdata lagras i molnet så att du kan komma åt dem när som helst, var som helst, och du behöver inte investera i dyr lokal IT-infrastruktur.
Nästan alla organisationer med automatiseringssystem och givare kommer att ha någon typ av datoriserat underhållshanteringssystem (CMMS) på plats för att hantera sina tillgångar. Du kan också ha ett företagsresurssystem, som SAP, som du använder för att schemalägga processer. Dessa kan integreras med Beamex CMX mjukvara för kalibreringshantering, som tillhandahåller en omfattande, lokal lösning för insamling och lagring av kalibreringsdata.
Med Beamex kalibreringsekosystem kan du eliminera det sista, felbenägna mänskliga datainmatningssteget som är förknippat med att generera pappers- eller PDF-kalibreringscertifikat, oavsett om du producerar certifikaten själv eller om de tillhandahålls av en tredje part.
När branschen har kommit överens om ett harmoniserat ekosystem där kalibreringsdata kan delas mellan organisationer i molnbaserade hubbar talar vi alla samma språk och du kommer att kunna dra full nytta av DCC:s fördelar.
Jag är stolt över det arbete som har gjorts för att nå denna punkt på DCC-resan och den roll som Beamex har spelat i att driva utvecklingen av DCC tillsammans med standardiseringsinstitutioner, nationella metrologiinstitut, kalibreringslaboratorier och stora aktörer inom processindustrin.
Om du redan är på god väg mot en helt digital kalibreringsprocess, låt oss diskutera hur vi kan förbättra din process ytterligare och hjälpa dig att få ut det fulla värdet ur den enormt värdefulla information som den genererar. Om du inte är säker på var du ska börja med digitaliseringen av din kalibreringsprocess, låt oss sätta oss ner och kartlägga hur vi kan hjälpa dig att hitta ett bättre sätt att kalibrera med Beamex ekosystem. DCC kommer, och vi är mer än redo att hjälpa dig att skörda fördelarna.
Vill du lära dig mer?
Om du vill veta mer om DCC eller diskutera med våra experter är du välkommen att boka ett samtal med dem:
Diskutera med våra experter >>
På LinkedIn är du välkommen att kontakta och diskutera med mig eller mina kollegor med expertis inom DCC:
Relevant DCC-material och länkar
Dokument som beskriver DCC:s grundläggande koncept och övergripande struktur:
- S. Hackel, F. Härtig, J. Hornig och T. Wiedenhöfer. The Digital Calibration Certificate. PTB-Mitteilungen, 127(4):75–81, 2017. DOI: 10.7795/310.20170403.
- S. Hackel, F. Härtig, T. Schrader, A. Scheibner, J. Loewe, L. Doering, B. Gloger, J. Jagieniak, D. Hutzschenreuter, and G. Söylev-Öktem. The fundamental architecture of the DCC. Measurement: Sensors, 18:100354, December 2021. DOI: 10.1016/j.measen.2021.100354.
Ytterligare information om de tekniska aspekterna av DCC finns även på PTB:s wiki för digitala kalibreringscertifikat: Digital Calibration Certificate (DCC) - Wiki | Digital Calibration Certificate - Wiki (ptb.de)
Läs mer om potentialen och fördelarna med DCC i ett kalibreringsekosystem:
- J. Nummiluikki, T. Mustapää, K. Hietala, and R. Viitala. Benefits of network effects and interoperability for the digital calibration certificate management. 2021 IEEE International Workshop on Metrology for Industry 4.0 & IoT. DOI: 10.1109/MetroInd4.0IoT51437.2021.9488562.
- J. Nummiluikki, S. Saxholm, A Kärkkäinen, S. Koskinen. Digital Calibration Certificate in an Industrial Application, Acta IMEKO Vol. 12, No. 1 (2023). DOI: 10.21014/actaimeko.v12i1.1402.
Relaterade bloggar
Om du gillade den här artikeln kanske du också gillar dessa:







 ”Det är förvånande att se hur ofta anläggningar byggs utan att man tänker på personalen som behöver komma åt för att prova/kalibrera. Jag har till exempel sett en trycktestport som riktats mot en vägg utan utrymme för anslutning." Berättar Roy Tomalino, en av våra utbildningsexperter i USA.
”Det är förvånande att se hur ofta anläggningar byggs utan att man tänker på personalen som behöver komma åt för att prova/kalibrera. Jag har till exempel sett en trycktestport som riktats mot en vägg utan utrymme för anslutning." Berättar Roy Tomalino, en av våra utbildningsexperter i USA.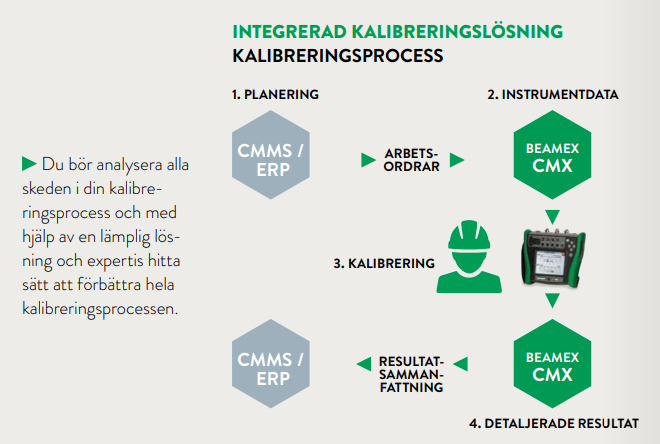


 Beamex PDOC (1985)
Beamex PDOC (1985)


.png?width=1200&name=MC-family%20(1).png)


 Bild: Beamex grundare i mitten av 1970-talet
Bild: Beamex grundare i mitten av 1970-talet
.png?width=1200&name=1998%20MC5%20(2).png) Dessutom introducerade Beamex även
Dessutom introducerade Beamex även 




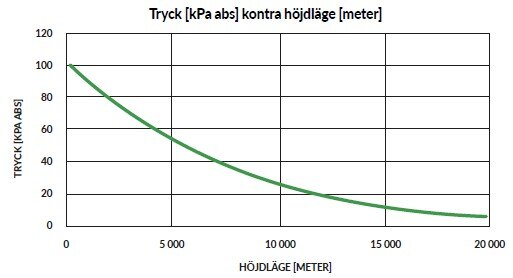
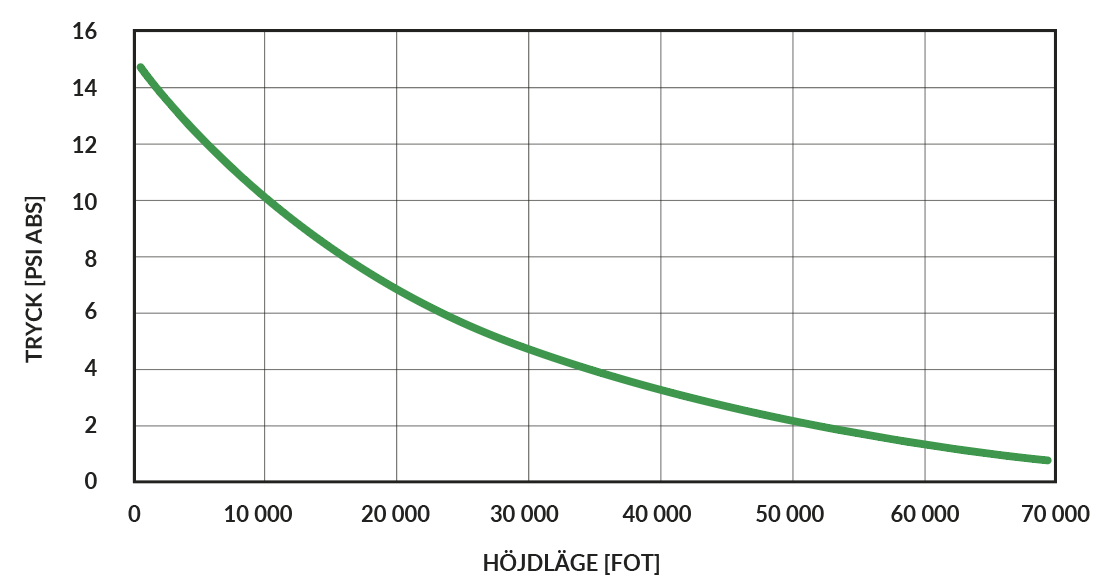
 Absolut tryck
Absolut tryck



















 Kalibrering av manometer
Kalibrering av manometer








.jpg?width=1200&name=Pt100%20accuracy%20classes%20table%20(decimal%20points).jpg)