
The oil and Gas industry in the North Sea has been hit by a Perfect Storm – the rapid fall in the price of oil to levels less than the average extraction cost has resulted in the delay or cancellation of a huge number of investment projects.
Additionally a large proportion of the assets operating in and around the North Sea are having their operational lives extended beyond that originally designed. Of course this is not limited to off shore rigs – the gas receiving plants that were built in the mid 1980s were designed using the ‘CRINE’ contact terms – essentially every part of the installation was selected under ‘lowest cost wins’ rules. The end result was the opposite of standardisation. A typical gas plant may have approximately 3000 instruments, but from perhaps ten different manufacturers! The focus is clearly on Operational Excellence – and many operators have already managed to reduce their operating costs dramatically. How is this situation affecting the world of calibration?
Operational Efficiency
We all know that the calibration of instrumentation used in regulatory control is mandatory – the introduction of ISO9001 made this very clear for any company using the standard as the basis of their Quality Processes. As we have seen in other recent blogs that whilst ISO9001 has been revised, the task facing an instrumentation technician today is changing. In the past it was acceptable to calibrate every instrument on the plant annually when there were sufficient staff to calibrate 10 to 20 instruments every day. Now OE task teams are rightly asking questions such as can we make the instrumentation tasks more efficient, can we change the calibration intervals based on the risk of failure or inaccurate readings – can we do more with less staff?
Let’s just look at the variety of tasks being performed by instrumentation on an asset. There are the day to day operations of the plant, the pressure, temperatures, flows and levels associated with wellheads, separators, compressors, injection systems etc. Then there are the fiscal measurements - those skids that result in tax being paid – so typically specialist flow rigs that measure the quantity and quality of oil and gas being shipped off a platform or received at an onshore plant. Traditionally the task of calibrating fiscal and process instruments have been performed by two completely separate teams – often separate contractors and to date this appears to be continuing.
Proof Testing - New Tasks For Busy Instrument Techs?
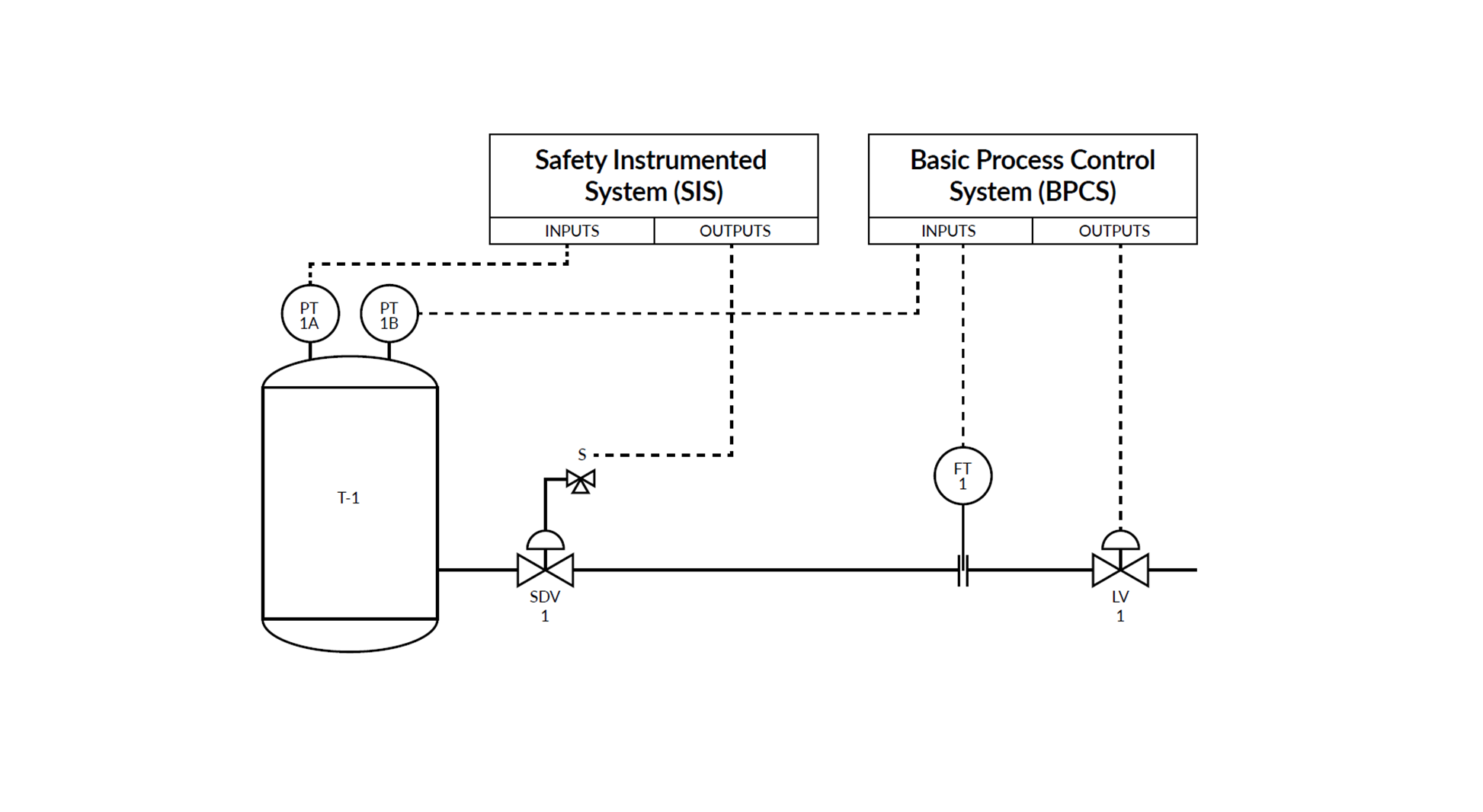
Just recently I have been asked by a number of platform operations engineers about the Proof Testing of Safety Instrumented Systems. Safety Systems are increasingly becoming totally integrated with their associated Process Control Systems – although there is typically separate hardware and instrumentation, the user interface is similar or even the same. The SIS is designed to ensure a process goes to a safe condition in the event of a critical event that could lead to an unsafe condition or even a catastrophic event, such as an explosion or a uncontrolled pollution event. ISO61511 is used to define the design, installation, operation (and decommissioning) of safety systems, but in practical terms this means that instrumentation engineers are legally required to test the operation of the safety systems loops and record the information, making it available for inspection by a government agency such as the Health & Safety Executive. In many respects it’s very similar to the regulations faced by instrumentation engineers in the pharmaceutical industry, where the emphasis is on electronic signatures, the competence of staff and integrity of data.
In terms of instrumentation, the Proof Testing tasks are very similar to a typical calibration, but the key difference is in the frequency of the testing. Earlier in this blog I referred to the risk based approach to calibrating instruments and yes, having an instrument calibrated on its due date is desirable, but not exactly critical. (Heresy I hear you cry!). With an SIS Proof Test it’s the exact opposite – the test intervals will very likely vary from loop to loop. Each loop is designed to meet a particular Safety Integrity Level determined by the possible effect of a critical failure. Each element of the loop, each instrument, valve and switch will have been designed and manufactured to meet the required SIL – but here’s the rub – it all depends on the Proof Testing interval of the instrument as defined in the safety manual. So an instrument from vendor A will meet for example SIL2, but requires to be tested annually, but another apparently similar instrument from vendor B (hidden in the small print of the safety manual) may require testing every three months in order to meet its Safety Integrity Level, and often loops are designed to have similar instruments from different vendors remove any systemic failure modes.
And Whilst You’re At It…
Whilst IEC 61511 applies to safety instrumented systems, there is also the task of the inspection and testing of all the C&I infrastructure in hazardous areas. The regular inspection of Ex rated switches, junction boxes, safety showers etc. is now covered by IEC60079-17. Again the emphasis is on the legal requirement – not just to perform the inspections but to be able to prove the inspections have been carried out. Often the inspections are visual only to record the condition of the item and raise a corrective work order if necessary.
It doesn’t take a rocket scientist to see the similarities in the requirements of all these various calibrations, proof tests and inspections. So the question is can we take the multiple standard operating procedures documents, put them in an electronic form that we can carry around the platform and efficiently perform the tasks, recording the results and transfer them back to SAP or similar.
An Excel spreadsheet is no longer sufficient….
Whilst the majority of Oil and Gas customers are currently using separate teams or contractors to perform these tasks, you can see why several companies are ‘rationalising’ the workforce – making fewer technicians perform more and varied tasks. So it makes a great deal of sense if they can use the same tools, hardware and software, to not only perform calibrations, maintenance checks and proof tests, but probably more importantly from an operations point of view, to have the resulting records readily available and traceable.


.png)



.png)












.jpg)


Discussion