
Calibration out of tolerance – ready to hit the Panic button?
In this post we are talking about calibration being “Out of Tolerance” (OoT).
When you calibrate something and the result is a “Fail”, then it is an Out of Tolerance-situation.
But it’s not all that simple - there is more to it and more things to be considered.
What does the “Out of Tolerance” (OoT) mean?
Let’s start by discussing the what out of tolerance really means. In summary, it means that during a calibration some calibration point(s) failed to meet the required tolerance level. This causes the result of the calibration to be out of tolerance or, as often also referred, that it was a failed calibration. This definition sounds pretty simple but when we start to look deeper, it turns out to be more complicated. So let’s continue…
What is the tolerance level used?
For a calibration, we normally specify a tolerance level (maximum permitted error) that a given test result is compared against. If we say that the instrument failed to meet the required tolerance level, it becomes an out of tolerance case and specific follow-up procedures may be initiated.
Whenever a tolerance limit is not met, the next logical question should be; what is the tolerance level that was used? Or maybe the question should be that what tolerance level should be used?
For a process instrument, it is very typical that the tolerance level used is the manufacturer’s accuracy specification of the installed process instrument (as specified by the manufacturer). It means that if you buy 100 similar transmitters and install them into 100 different locations in your plant, all of these locations will have the same tolerance level. However, in most cases, many of these installation locations have different criticality and therefore they should also have different tolerance levels. A critical process location needs to have a smaller tolerance level and many times it is also calibrated more often. Likewise, in a non-critical location, it is waste of resources, time and money, to calibrate as often and to use the same tolerance level. Personnel who have the best knowledge of the actual requirements of your process in question, should be involved when deciding tolerance levels for given locations.
If it is a matter for your calibrator or your reference standards, then it is more common to use the manufacturer’s specification as the tolerance level (at least to begin with). Comparison to the manufacturer’s specifications during re-calibration or certification will indicate how reliable the equipment is for performing field calibration. Calibrator tolerances should also consider local needs and be adjusted accordingly over time.
If you want to learn more about calibration intervals, please check our earlier blog post and related article on How often instruments should be calibrated.

How was it found to be out of tolerance?
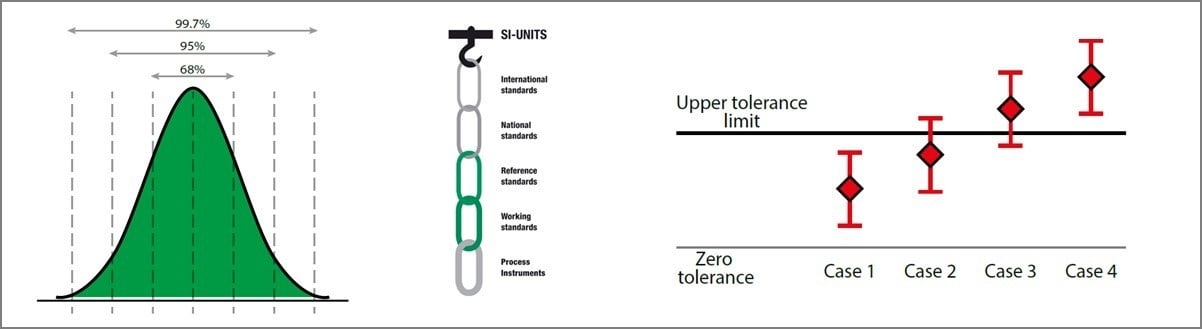
Assuming tolerance levels are set correctly, when someone says that during a calibration an instrument failed to meet its tolerance level, the next logical question is: are you sure? And to continue, how sure are you?
This leads to the question; which calibrator was used to make the calibration, and what is the total uncertainty of that calibration? If the situation is where the calibration was outsourced to an external calibration laboratory, what is the calibration uncertainties of that laboratory?
If you have read my earlier blog post and/or white paper on “Calibration Uncertainty”, I think you can see where I am going with this one.. for every measurement and calibration, the total uncertainty of the calibration is critical.
Whenever you make the compliance statement that something passes or fails a calibration, or that it is inside or outside of the tolerance, you must consider the uncertainty of the calibration, in order to be able make a proper decision.
I will not go any further into calibration uncertainty in this article. For more information, please take a look at the earlier post on this subject: “Calibration uncertainty for non-mathematicians”.
How critical is it?
What is the next step when we have found an instrument to be out of tolerance and our tolerance levels are valid and the calibration was done with appropriate uncertainty? This means that we must admit that this really is an out of tolerance case, and action needs to be taken. Before hitting the “Panic” button, it is important to see how critical the case is.
For a process instrument, it is good practice to have the calibration tolerance a bit tighter than the actual process requirement. By doing this, even if the instrument fails slightly against the tolerance in calibration, it does not have a dramatic effect on the actual process. Generally, if the results are just slightly out of tolerance, this may not be critical for the measurements that have been done with it. An analysis needs to be done in order to see if a failure is critical or not.
During a criticality analysis, you should analyze what is the impact of this out of tolerance case. If it is a process instrument, what effect does this amount of error in the process measurement have to the actual process and for process control? Also, what effect does this have on the actual end product being produced?
In case of a calibration standard, what effect does the error in the standard have to all the various measurements and calibrations that have been done with that standard?
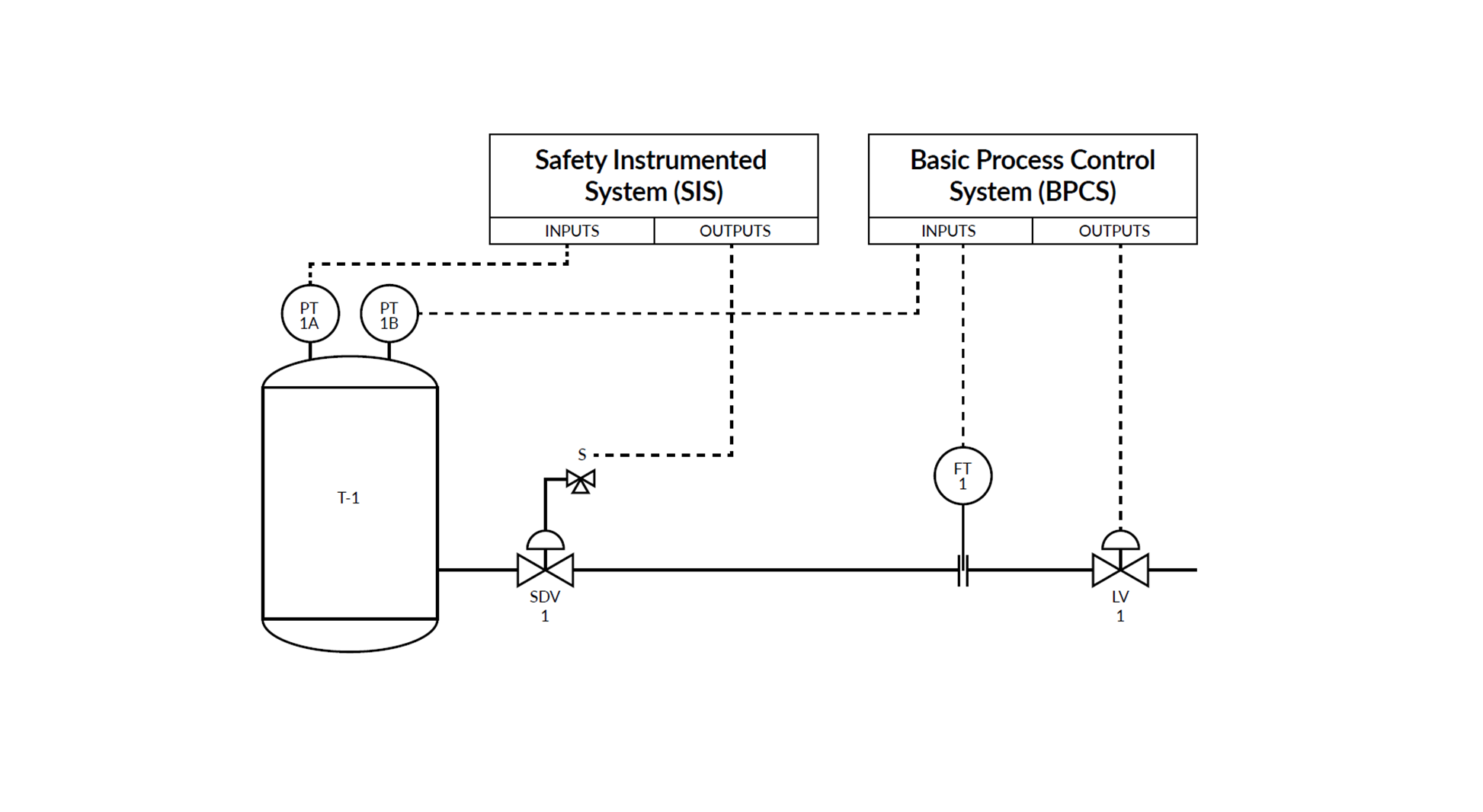
For an extremely critical process or safety measurement, redundancy may be added with two or more simultaneous measurement instruments being installed. In this case, a failure in one instrument’s capability to measure correctly does not cause a critical failure.
For some measurements, the process instrument can be checked before each measurement is made with it. For example, a weighing scale can be checked with reference weight(s) before making measurements, or on a regular daily basis. A calibrator can also be cross-checked against another similar level reference instrument periodically (between the regular recalibrations). The calibration interval can also be adjusted according to the criticality of the measurements made with a given instrument. Depending on the application, if the cost of an out of tolerance calibration is very high, that will also effect the calibration interval and strategy.
Remaining topics
In the next post I will be covering the remaining topics discussed in the white paper being:
- Where in the traceability chain did the OoT occur?
- When did the OoT happen?
- Impact analysis - what are the consequences?
- Quality assurance considerations
Also, please check out the article What is calibration on our web site.













.jpg)


Discussion