Pt100-Temperatursensoren sind in der Prozessindustrie weit verbreitet. In diesem Artikel werden einige nützliche und praktische Aspekte über Pt100-Sensoren beschrieben.
Dieser Blogbeitrag liefert Ihnen Informationen über RTD- und PRT-Sensoren, unterschiedliche Bauformen, das Verhältnis zwischen Temperatur und Widerstand, Temperaturkoeffizienten, Genauigkeitsklassen und vieles mehr.
Inhaltsverzeichnis:
- RTD-Sensoren
- PRT-Sensoren
- PRT versus Thermoelement
- Messung des RTD/PRT-Sensors
- Messstrom
- Eigenerwärmung
- Unterschiedliche Bauformen der PRT-Sensoren
- Weitere RTD-Sensoren
- Pt100-Sensoren,
- Pt100-Genauigkeitsklassen (Toleranz)
- Koeffizienten
- Ermittlung des Sensorkoeffizienten
Vor einiger Zeit habe ich über Thermoelemente geschrieben, daher dachte ich, es ist an der Zeit, über RTD-Temperatursensoren zu schreiben, insbesondere über den Pt100-Sensor, der in der Prozessindustrie ein sehr verbreiteter Temperatursensor ist. Dieser Blog wurde ziemlich lang, da es viele nützliche Informationen zu Pt100-Sensoren gibt, die ich mit Ihnen teilen wollte. Ich hoffe es gefällt Ihnen und Sie können etwas für sich daraus mitnehmen. Also lassen Sie uns loslegen!
Im Allgemeinen werden sowohl „Sensor“ als auch „Sonde“ als Fachbegriffe erwähnt. Ich beschränke mich in diesem Artikel aber hauptsächlich auf den Begriff „Sensor“.
Des Weiteren kommen oft die Schreibweisen „Pt100“ und „Pt-100“ vor; ich ziehe es vor, mich auf „Pt100“ zu beschränken. (Mir ist durchaus bewusst, dass im IEC/DIN 60751 die Schreibweise Pt-100 verwendet wird, jedoch habe ich mich bereits an „Pt100“ gewöhnt).
RTD-Sensoren
Da es sich bei einem Pt100 um einen RTD-Sensor handelt, schauen wir zunächst, was ein RTD-Sensor genau ist.
RTD ist die Abkürzung für „Resistance Temperature Detector“, wobei es sich um einen Temperaturfühler handelt, bei dem der Widerstand von der Temperatur abhängt – wenn sich also die Temperatur verändert, so verändert sich auch der Widerstand des Sensors. Durch eine Messung des Sensorwiderstands kann demnach auch die Temperatur bestimmt werden.
Meistens werden RTD-Sensoren aus Platin, Kupfer, Nickellegierungen oder verschiedenen Metalloxiden hergestellt.
PRT-Sensoren
Platin ist das häufigste verwendete Material für RTD-Sensoren. Es zeichnet sich durch eine sehr zuverlässige, wiederholbare und lineare Temperatur-Widerstands-Kennlinie aus. Die aus Platin hergestellten RTD-Sensoren werden als PRT („Platinum Resistance Thermometer“) bezeichnet. Der in der Prozessindustrie am meisten eingesetzte PRT-Platinsensor ist der Pt100-Sensor. Die Zahl „100“ im Namen gibt an, dass der Widerstand bei einer Temperatur von 0 °C (32 °F) 100 Ohm beträgt. Mehr hierzu später.
PRT vs. Thermoelement
In einem früheren White Paper haben wir bereits über Thermoelemente gesprochen. Thermoelemente werden in vielen industriellen Anwendungen ebenfalls als Temperatursensoren verwendet. Was ist in diesem Zusammenhang genau der Unterschied zwischen einem Thermoelement und einem PRT-Sensor? Hierzu ein kurzer Vergleich zwischen Thermoelementen und PRT-Sensoren:
Thermoelemente:
- Können verwendet werden, um sehr viel höhere Temperaturen zu messen
- Sehr robust
- Kostengünstig
- Selbst angetrieben, benötigen keine externe Anregung
- Nicht sehr genau
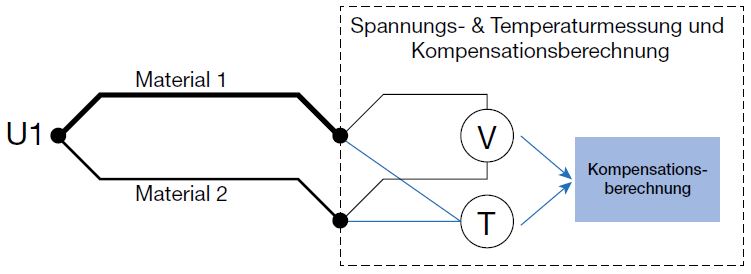
- Erfordern eine Vergleichsstellen-Kompensation
- Die Verlängerungskabel müssen für den Thermoelementtyp geeignet sein und es muss auf die Temperaturhomogenität aller Verbindungen im Messkreis geachtet werden
- Bei Inhomogenitäten der Drähte kann es zu unerwarteten Fehlern kommen
PRT-Sensoren:
- Sie sind präziser, linearer und stabiler als Thermoelemente
- Erfordern keine Vergleichsstellen-Kompensation wie die Thermoelemente
- Die Verlängerungskabel können Kupferkabel sein
- Teurer als Thermoelemente
- Benötigen einen für den Sensortyp geeigneten bekannten Erregerstrom
- Anfälliger
Kurz zusammengefasst: Thermoelemente eignen sich eher für Hochtemperatur-Anwendungen und PRT-Sensoren für Anwendungen, die eine höhere Genauigkeit erfordern.
Weitere Informationen zu Thermoelementen und zur Vergleichsstellen-Kompensation finden Sie in diesem zuvor veröffentlichten Blog-Beitrag: Thermoelement-Kaltstellenkompensation (Vergleichsstelle)
Messung des RTD/PRT-Sensors
Da sich der Widerstand eines RTD-Sensors bei Temperaturveränderungen auch ändert, ist es ziemlich offensichtlich, dass beim RTD-Sensor der Widerstand gemessen werden muss. Man kann den Widerstand in Ohm messen und ihn anschließend manuell in eine Temperaturmessung entsprechend der Umrechnungstabelle (oder Formel) des verwendeten RTD-Sensortyps umwandeln.
Heute verwendet man zumeist ein Temperaturmessgerät oder einen Kalibrator, der den gemessenen Widerstand automatisch in einen Temperaturmesswert umwandelt, wenn der richtige RTD-Sensortyp im Gerät ausgewählt wurde (vorausgesetzt, der verwendete RTD-Sensortyp wird unterstützt).
Wenn aber der falsche RTD-Sensortyp im Gerät ausgewählt wurde, führt dies selbstverständlich zu falschen Ergebnissen der Temperaturmessung.
Es gibt mehrere Möglichkeiten den Widerstand zu messen. Man kann eine 2-, 3- oder 4-Draht-Verbindung nutzen. Die 2-Draht-Verbindung eignet sich nur für Messungen mit sehr geringer Präzision (hauptsächlich zur schnellen Fehlerbehebung), weil jeglicher Draht- oder Verbindungswiderstand bei der Messung zu Fehlern führt. Jede normale Prozessmessung sollte mit einer 3- oder 4-Draht-Messung durchgeführt werden.
Die IEC 60751-Norm gibt beispielsweise vor, dass jeder Sensor mit einer höheren Genauigkeitsklasse als Klasse B mittels einer 3- oder 4-Draht-Messung gemessen werden muss. Näheres zum Thema Genauigkeitsklassen später in diesem Beitrag.
Achten Sie darauf, immer eine 3- oder 4-Draht-Messung zu verwenden, und schon kann es losgehen.
Es ist möglich, dass bei einigen hochohmigen Halbleitern, Pt1000-Sensoren oder anderen hochohmigen Sensoren der durch die 2-Draht-Messung verursachte zusätzliche Fehler nicht zu sehr ins Gewicht fällt.
Weitere Informationen zur 2-, 3- und 4-Draht-Widerstandsmessung können Sie dem folgenden Blogbeitrag entnehmen:
Resistance measurement; 2, 3 or 4 wire connection – How does it work and which to use?
Messstrom
Wie bereits in dem oben verlinkten Blogbeitrag ausführlicher dargelegt wurde, sendet ein Gerät, wenn damit der Widerstand gemessen wird, einen geringen Strom durch den Widerstand, um dann den hierüber erzeugten Spannungsfall zu messen. Der Widerstand kann dann berechnet werden, indem der Spannungsfall durch den Strom entsprechend dem Ohmschen Gesetz dividiert wird (R=U/I).
Sollten Sie nähere Informationen zum Ohmschen Gesetz wünschen, lesen Sie folgenden Blogbeitrag:
Ohmsches Gesetz - Was es ist und was ein Gerätetechniker darüber wissen sollte
Eigenerwärmung
Wenn der Messstrom durch den RTD-Sensor fließt, erwärmt sich der RTD-Sensor auch leicht. Dieses Phänomen nennt man Eigenerwärmung. Je höher der Messstrom ist und je länger er fließt, desto mehr erwärmt sich der Sensor. Selbst der Aufbau des Sensors und seine Wärmebeständigkeit gegenüber seiner Umgebung haben großen Einfluss auf die Eigenerwärmung. Daher ist es auch naheliegend, dass diese Art der Eigenerwärmung in einem Temperatursensor einen kleinen Messfehler verursacht.
Wenn ein Pt100-Temperaturfühler gemessen wird, so beträgt der Messstrom in der Regel maximal 1 mA; er kann aber bis zu 100 μA oder sogar darunter betragen. Gemäß den Normen (z. B. IEC 60751) darf die Eigenerwärmung 25% der Toleranzspezifikation des Sensors nicht überschreiten.
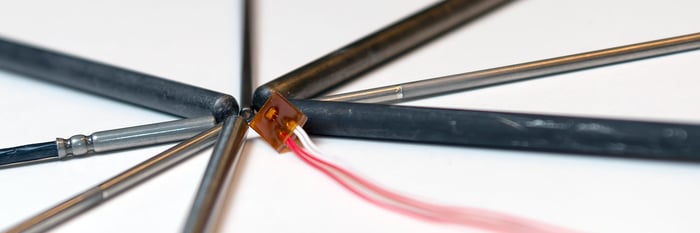
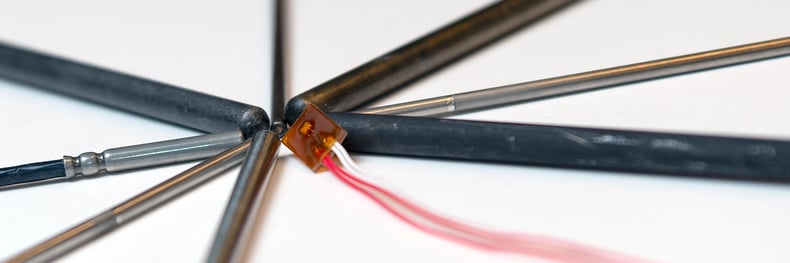
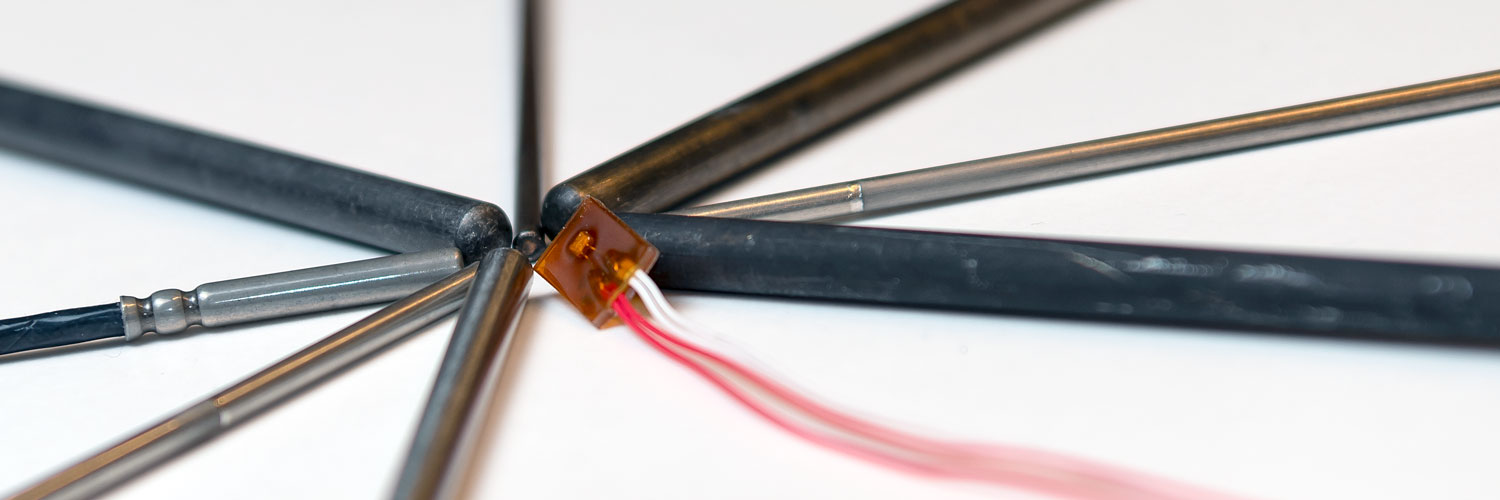
Unterschiedliche Bauformen der PRT-Sensoren
PRT-Sensoren sind allgemein sehr empfindliche Geräte und leider ist die Genauigkeit fast ausnahmslos umgekehrt proportional zur mechanischen Robustheit. Um als genaues Thermometer zu funktionieren, sollte sich der Platindraht innerhalb des Elements bei sich ändernden Temperaturen so frei wie möglich zusammenziehen und ausdehnen können, damit Dehnungen und Verformungen vermieden werden. Der Nachteil dieser Art von Sensoren ist, dass sie sehr empfindlich gegenüber mechanischen Erschütterungen und Vibrationen reagieren.
Normal-Platin-Widerstandsthermometer (SPRT – Standard PRT)
Die etwas genauer funktionierenden Normal-Platin-Widerstandsthermometer (SPRT)-Sensoren sind Geräte zur Umsetzung der ITS-90-Temperaturskala zwischen den Fixpunkten. Sie bestehen aus sehr reinem Platin (a = 3,926 x 10-3 °C-1) und der Drahtträger hat die Aufgabe, den Draht so spannungsfrei wie möglich zu halten. Die vom IBMG (Internationales Büro für Maß und Gewicht) veröffentlichte Richtlinie „Guide to the Realization of the ITS-90“ legt alle vom SPRT-Sensor zu erfüllenden Kriterien fest. Andere Sensoren sind und sollten nicht als SPRT bezeichnet werden. Es gibt Sensoren mit Glas-, Quarz- und Metallummantelung für verschiedene Anwendungen. SPRT-Sensoren reagieren äußerst empfindlich auf jede Art von Beschleunigung, z. B. minimale Erschütterungen und Vibrationen, weshalb sich ihre Anwendung ausschließlich auf Labore beschränkt, die Messungen mit höchster Genauigkeit durchführen.
PRT-Sensor mit punktueller Drahtbefestigung
Die PRT-Sensoren mit punktueller Drahtbefestigung stellen einen Kompromiss zwischen der Performance und der mechanischen Robustheit dar. Die präzisesten Sensoren werden häufig als Sekundärstandard- oder Sekundärreferenz-Sensor bezeichnet. Diese Sensoren weisen ähnliche Strukturen wie die SPRT-Sensoren auf und die Drahtqualität ist entweder dieselbe oder zumindest ähnlich. Aufgrund der Drahtaufhängung sind sie weniger anfällig als SPRT-Sensoren. Bei sorgfältiger Handhabung sind sie sogar für Feldanwendungen vor Ort geeignet und bieten dennoch eine hervorragende Stabilität und geringe Hysterese.
Industrielle Platin-Widerstandsthermometer
(IPRT – Industrial PRT)
Bei Verstärkung der Drahtbefestigung erhöht sich die mechanische Robustheit, jedoch erhöht sich auch die Verspannung des Drahtes, die mit Abweichungen und erhöhten Hysteresefehlern verbunden ist. Diese Sensoren werden als industrielle Platin-Widerstandsthermometer (IPRTs) bezeichnet. IPRTs mit voll eingefasstem Draht verfügen über eine noch stärkere Drahtbefestigung und sind mechanisch sehr robust. Der Draht ist vollständig in Keramik oder Glas eingekapselt, wodurch er sehr unempfindlich gegenüber Vibrationen und mechanischen Stößen reagiert. Der Nachteil hierbei ist eine merklich schlechtere Langzeitstabilität und eine große Hysterese, weil das Sensorplatin an das Trägermaterial gebunden ist, welches unterschiedliche Wärmeausdehnungseigenschaften aufweist.
Schicht-Messwiderstände
Schicht-PRTs haben sich in den letzten Jahren stark weiterentwickelt und sie sind nun in höherer Qualität erhältlich. Es gibt sie in vielen Ausführungen für verschiedene Anwendungen. Die Platinfolie wird auf den ausgewählten Träger aufgetragen; der Widerstand des Elements wird häufig mit einem Laser auf den gewünschten Widerstandswert getrimmt und schließlich zum Schutz eingekapselt. Im Gegensatz zu Drahtelementen ist es mit Dünnfilm-Elementen wesentlich einfacher, den Herstellungsprozess zu automatisieren, wodurch sie häufig kostengünstiger ausfallen als Drahtelemente. Die Vor- und Nachteile sind in der Regel dieselben wie bei vollständig gestützten Drahtelementen. Eine Ausnahme wäre jedoch die häufig sehr niedrige Zeitkonstante der Film-Elemente, was dazu führt, dass sie sehr schnell auf Temperaturänderungen reagieren. Wie bereits erwähnt, haben einige Hersteller Techniken entwickelt, mit denen Leistung und Robustheit besser kombiniert werden können.
Weitere RTD-Sensoren
Andere Platinsensoren
Der Pt100 ist zwar der am häufigsten verwendete Platin-RTD / PRT-Sensor, es gibt jedoch auch noch mehrere andere, wie z. B. Pt25, Pt50, Pt200, Pt500 und Pt1000. Der Hauptunterschied zwischen diesen Sensoren ist leicht zu erraten. Es ist der Widerstand bei 0 °C, der im Sensornamen angegeben ist.
Beispielsweise hat ein Pt1000-Sensor einen Widerstand von 1000 Ohm bei 0 °C. Der Temperaturkoeffizient ist ebenfalls wichtig zu wissen, da er den Widerstand bei anderen Temperaturen beeinflusst. Wenn es sich um einen Pt1000 (385) handelt, bedeutet dies, dass der Temperaturkoeffizient 0,00385 °C beträgt.
Andere RTD-Sensoren
Obwohl die Platinsensoren die wohl gängigsten RTD-Sensoren sind, gibt es auch Sensoren aus anderen Materialien, einschließlich Nickel-, Nickel-Eisen- und Kupfer-Sensoren. Die normalüblichen Nickel-Sensoren sind Ni100 und Ni120, der Nickel-Eisen-Sensor Ni-Fe 604-Ohm und der Kupfer-Sensor Cu10. Diese Materialien haben bei bestimmten Anwendungen jeweils ihre Vorteile. Gemeinsame Nachteile sind oftmals die engen Temperaturspannen und die Korrosionsanfälligkeit im Vergleich zum Edelmetall Platin. RTD-Sensoren können auch aus anderen Materialien wie Gold, Silber, Wolfram, Rhodium-Eisen oder Germanium hergestellt werden. Sie zeichnen sich in einigen Anwendungen aus, sind jedoch im normalen Industriebetrieb sehr selten. Da sich der Widerstand eines RTD-Sensors nach der Temperatur richtet, können wir zudem alle PTC-Sensoren (positiver Temperaturkoeffizient) und NTC-Sensoren (negativer Temperaturkoeffizient) in diese Kategorie eingliedern. Beispiele hierfür sind Thermistoren und Halbleiter, die für die Temperaturmessung angewendet werden. Zur Temperaturmessung werden häufig NTCSensoren verwendet.
Zu langer Artikel? Laden Sie sich den Artikel als PDF-Datei herunter und lesen Sie ihn, wenn Sie mehr Zeit dafür haben:

Pt100-Temperatursensoren
Temperaturkoeffizient
Der in der Prozessindustrie am häufigsten eingesetzte Widerstandsthermometer ist der Pt100-Sensor mit einem Widerstand von 100 Ohm bei 0 °C (32 °F). Der Widerstand bei höheren Temperaturen hängt vom Temperaturkoeffizienten des Pt100-Sensors ab. Es gibt einige verschiedene Versionen des Pt100-Temperaturfühlers, die geringfügig unterschiedliche
Temperaturkoeffizienten aufweisen. Die Version „385“ ist die weltweit gängigste. Wird der Koeffizient nicht erwähnt, handelt es sich normalerweise um 385. Der Temperaturkoeffizient des Pt100-Sensors (gekennzeichnet mit dem griechischen Symbol Alpha => α) wird als Differenz des Widerstands bei 100 °C und 0 °C angegeben und durch den Widerstand bei 0 °C geteilt und mit 100 °C multipliziert.
Die Formel ist recht einfach, sieht jedoch auf Papier etwas komplizierter aus; betrachten wir diese daher als Formel:
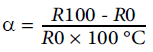
Dabei gilt:
α = Temperaturkoeffizient
R100 = Widerstand bei 100 °C
R0 = Widerstand bei 0 °C ist
Schauen wir uns nun ein Beispiel an, um sicherzugehen, dass dies verstanden wurde:
Pt100 hat einen Widerstand von 100,00 Ohm bei 0 °C und einen Widerstand von 138,51 Ohm bei 100 °C. Der Temperaturkoeffizient kann dann wie folgt berechnet werden:
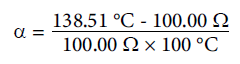
Wir erhalten ein Ergebnis von 0,003851 / °C.
Oder wie oft geschrieben wird: 3,851 × 10-3 °C-1
Oft wird dies gerundet als „385“ Pt100-Temperaturfühler bezeichnet.
Dies ist auch der in der Norm IEC 60751:2008 angegebene Temperaturkoeffizient.
Der Temperaturkoeffizient des Sensorelements hängt meistens von der Reinheit des zur Herstellung des Drahtes verwendeten Platins ab. Je reiner das Platin ist, desto höher ist der Alpha-Wert. Es stellt heutzutage jedoch keine Schwierigkeit mehr dar, sehr reines Platin zu beziehen. Um Sensoren herzustellen, die die Temperatur-/Widerstandskurve nach IEC 60751 erfüllen, muss das reine Platin mit geeigneten Verunreinigungen dotiert sein, um den Alpha-Wert auf 3,851 × 10-3 °C-1 zu senken.
Der Alpha-Wert geht auf die Zeit zurück, in der der Schmelzpunkt (~0 °C) und der Siedepunkt (~100 °C) des Wassers als Referenz galten. Diese Grenzwerte werden immer noch verwendet, um die Qualität des Platindrahtes zu definieren. Aufgrund der Tatsache, dass der Siedepunkt des Wasser eher ein besserer Höhenmesser als ein tatsächlicher Temperaturbezugspunkt ist, gibt es eine weitere Möglichkeit, die Drahtreinheit zu definieren: das Widerstandsverhältnis am Gallium-Punkt (29,7646 °C). Dieser ist ein definierter fixer Punkt auf der Temperaturskala ITS-90. Dieses Widerstandsverhältnis wird mit dem griechischen Kleinbuchstaben ρ (rho) angegeben.
Ein typischer ρ-Wert für einen „385“ -Sensor ist 1,115817 und für SPRT 1,11814. In der Praxis stellt das altbewährte Alpha in vielen Fällen die bequemste Alternative dar, aber Rho kann auch vorgegeben sein.
Verhältnis Temperatur-Widerstand bei Pt100 (385)
In der folgenden Grafik können Sie sehen, wie der Widerstand eines Pt100-Sensors (385) von der Temperatur abhängt:
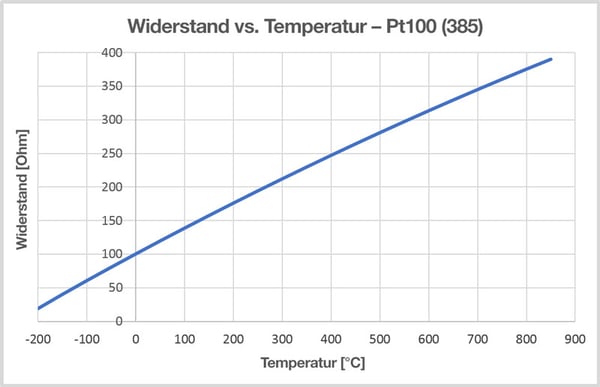
Betrachtet man dies, erkennt man, dass das Widerstands-Temperatur-Verhältnis eines Pt100-Temperaturfühlers nicht perfekt linear ist, das Verhältnis ist etwas „gekrümmt“.
In der folgenden Tabelle werden die numerischen Werte für Pt100 (385) im Verhältnis zum Widerstand in einigen Punkten gezeigt.
| Temperatur [°C] |
Temperatur [°F] |
Widerstand [Ohms] |
| -200.00 | -328.00 | 18.5201 |
| -100.00 | -148.00 | 60.2558 |
| 0.00 | 32.00 | 100.0000 |
| 100.00 | 212.00 | 138.5055 |
| 200.00 | 392.00 | 175.8560 |
| 300.00 | 572.00 | 212.0515 |
| 400.00 | 752.00 | 247.0920 |
| 500.00 | 932.00 | 280.9775 |
| 600.00 | 1112.00 | 313.7080 |
| 700.00 | 1292.00 | 345.2835 |
| 800.00 | 1472.00 | 375.7040 |
| 850.00 | 1562.00 | 390.4811 |
Andere Pt100-Temperaturfühler mit unterschiedlichen Temperaturkoeffizienten
Die meisten Sensoren sind genormt, es gibt jedoch weltweit sehr unterschiedliche Normen. Dies ist auch bei Pt100-Sensoren so. Im Laufe der Zeit sind einige wenige unterschiedliche Normen festgelegt worden. In den meisten Fällen gibt es nur einen relativ geringen Unterschied zwischen den Temperaturkoeffizienten. In den Beamex Temperaturkalibratoren wurden beispielsweise folgende Normen implementiert.
- IEC 60751
- DIN 43760
- ASTM E 1137
- JIS C1604-1989 alpha 3916, JIS C 1604-1997
- SAMA RC21-4-1966
- GOCT 6651-84, GOST 6651-94
- Minco Tabelle 16-9
- Edison Kurve #7
Vergewissern Sie sich, dass Ihr Messgerät Ihren Pt100-Temperaturfühler unterstützt
Das Gute an den Standard-Pt100-Sonden ist, dass jeder Sensor die technischen Vorgaben erfüllen muss und dass Sie diesen ganz einfach an Ihr Messgerät (oder Kalibrator) anschließen können und er seine eigene Temperatur so genau messen wird, wie es über die Spezifikationen (Sensor + Messgerät) vorgegeben ist. Die Sensoren sollten zudem im Prozess auch ohne Kalibrierung austauschbar sein – zumindest für weniger kritische Messungen. Es ist trotzdem sinnvoll, den Sensor vor Verwendung an einigen bereits bekannten Temperaturpunkten zu überprüfen.
Da Pt100-Sensoren für die verschiedenen Standards unterschiedliche Vorgaben erfüllen müssen, ist es wichtig, dass das von Ihnen verwendete Gerät, mit dem Sie Ihren Pt100-Sensor messen, den richtigen Sensor (Temperaturkoeffizienten) unterstützt. Sollte Ihr Messgerät beispielsweise nur Alpha 385 unterstützen und Sie verwenden jedoch einen Sensor mit
Alpha 391, wird es Fehler bei der Messung geben. Ist dieser Fehler ausschlaggebend? In diesem Fall (385 vs. 391) betrüge der Fehler bei 100 °C etwa 1,5 °C.
Meiner Meinung nach ist der Fehler beträchtlich. Selbstverständlich fällt der Fehler umso kleiner aus, je kleiner der Unterschied zwischen den Temperaturkoeffizienten ist. Vergewissern Sie sich daher, dass Ihr RTD-Messgerät die von Ihnen verwendete Pt100-Sonde unterstützt. Wenn bei einem Pt100 kein Temperaturkoeffizienten angegeben wurde, handelt es sich meistens um einen 385-Sensor.
Der Beamex MC6-Kalibrator und -Kommunikator unterstützt beispielsweise basierend auf verschiedenen Standards die folgenden Pt100-Sensoren (Temperaturkoeffizient in Klammern):
- Pt100 (375)
- Pt100 (385)
- Pt100 (389)
- Pt100 (391)
- Pt100 (3926)
- Pt100 (3923)
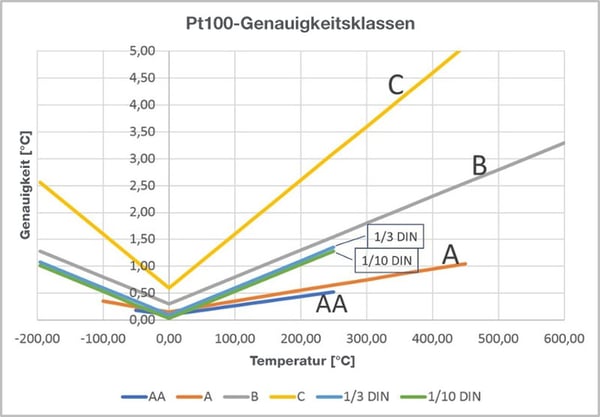
Pt100-Genauigkeitsklassen (Toleranz)
Die Pt100-Sensoren sind in unterschiedlichen Genauigkeitsklassen erhältlich. Die gebräuchlichsten sind AA, A, B und C, die in der Norm IEC 60751 definiert sind. Diese Standards bestimmen eine Art idealen Pt100-Sensor, worauf die Hersteller versuchen hinzuarbeiten. Wäre es möglich, einen idealen Sensor zu erschaffen, dann wären Toleranzklassen nicht mehr relevant.
Da Pt100 selbst nicht justiert werden können, sollten Sie sich einen Sensor mit einer für die Anwendung geeigneten Genauigkeit anschaffen. Es gibt einige Messgeräte, die die Messfehler von Pt100-Sensoren durch Eingabe bestimmter Koeffizienten korrigieren können – dazu aber später mehr.
Genauigkeiten der verschiedenen Genauigkeitsklassen (nach
IEC 60751:2008):
| Genauigkeitsklasse | Genauigkeitswert (Toleranz) |
| AA | ±(0,1 °C + 0.17% der Temperatur) |
| A | ±(0,15 °C + 0.2%) |
| B | ±(0,3·°C + 0.5%) |
| C | ±(0,6·°C + 1%) |
Im allgemeinen Sprachgebrauch gibt es außerdem sogenannte1/3 DIN und 1/10 DIN Pt100 Genauigkeitsklassen. Diese waren zwar genormte Klassen, beispielsweise in der DIN 43760: 1980-10, jedoch wurde diese 1987 zurückgezogen und auch in der späteren Norm IEC 60751 oder der deutschen Variante DIN EN 60751 nicht mehr definiert. Die Toleranzen dieser Sensoren basieren auf der Genauigkeitsklasse B; der fixe Fehleranteil (0,3 °C) wird jedoch durch eine bestimmte Zahl (3 oder 10) geteilt. Allerdings werden diese Bezeichnungen im Zusammenhang mit Pt100-Temperaturfühlern immer noch benutzt und auch wir werden sie hier gelegentlich verwenden. Die Genauigkeitsklassen dieser Sensoren sind folgende:
| Genauigkeitsklasse | Genauigkeitswert (Toleranz) |
| 1/ 3 DIN | ±(0,1·°C + 0,5%) |
| 1/ 10 DIN | ±(0,03·°C + 0,5%) |
Selbstverständlich kann ein Hersteller Sensoren mit eigenen Genauigkeitsklassen fertigen. In der Norm IEC 60751, Abschnitt 5.1.4, wird festgelegt, wie diese speziellen Toleranzklassen angegeben werden sollen.
Es ist mitunter nicht einfach, die Formeln miteinander zu vergleichen, daher werden die Genauigkeitsklassen in der folgenden Tabelle für verschiedene Punkte in Temperatur (°C) dargestellt:
| Temp [°C] |
AA | A | B | C | 1/3 DIN |
1/10 DIN |
| -196,00 | 1,28 | 2,56 | 1,08 | 1,01 | ||
| -100,00 | 0,35 | 0,80 | 1,60 | 0,60 | 0,53 | |
| -50,00 | 0,19 | 0,25 | 0,55 | 1,10 | 0,35 | 0,28 |
| 0,00 | 0,10 | 0,15 | 0,30 | 0,60 | 0,10 | 0,03 |
| 100,00 | 0,27 | 0,35 | 0,80 | 1,60 | 0,60 | 0,53 |
| 200,00 | 0,44 | 0,55 | 1,30 | 2,60 | 1,10 | 1,03 |
| 250,00 | 0,53 | 0,65 | 1,55 | 3,10 | 1,35 | 1,28 |
| 300,00 | 0,75 | 1,80 | 3,60 | |||
| 350,00 | 0,85 | 2,05 | 4,10 | |||
| 400,00 | 0,95 | 2,30 | 4,60 | |||
| 450,00 | 1,05 | 2,55 | 5,10 | |||
| 500,00 | 2,80 | 5,60 | ||||
| 600,00 | 3,30 | 6,60 |
Anzumerken sei hier, dass selbst wenn “1/10 DIN” bei 0 °C mit einer Toleranz von 0,03 °C recht ansprechend klingt, der Sensor nur innerhalb des begrenzten Bereiches zwischen -40… + 40 °C tatsächlich besser ist als Klasse A. In der folgenden Grafik wird der Unterschied zwischen diesen Genauigkeitsklassen dargestellt:
Koeffizienten
Genauigkeitsklassen werden üblicherweise für industrielle RTD-Sensoren verwendet. Wenn es jedoch um hochpräzise PRT-Referenzsensoren (SPRT, Secondary Standards…) geht, dann haben diese Genauigkeitsklassen keine Gültigkeit mehr. Diese Sensoren wurden hergestellt, um einem bestmöglichen Thermometer gleichzukommen und nicht einer standardisierten Kurve zu entsprechen. Es handelt sich um hochgenaue Sensoren mit sehr guter Langzeitstabilität und einer sehr geringen Hysterese. Da es sich aber um Einzelsensoren handelt, weist jeder ein geringfügig anderes Temperatur-Widerstands-Verhältnis auf. Diese Sensoren sollten nicht eingesetzt werden, ohne den jeweiligen Koeffizienten der einzelnen Sensoren zu verwenden. Es gibt sogar allgemeine CvD-Koeffizienten für SPRTs, jedoch wird die Performance des Sensors bei Verwendung dieser nicht dem entsprechen, wofür Sie gezahlt haben. Wenn Sie einen sekundären 100-Ohm-PRT-Sensor - wie einem Beamex RPRT - an ein Gerät anschließen, welches einen einfachen Pt100-Temperaturfühler misst, kann dies zu einem falschen Ergebnis von mehreren Grad und sogar bis zu zehn Grad führen. In einigen Fällen spielt es sicherlich keine Rolle, doch in anderen Fällen kann dies den Unterschied zwischen einem Arzneimittel und einem Giftstoff ausmachen.
Aus diesem Grund müssen solche Sensoren immer mit geeigneten Koeffizienten verwendet werden.
Wie zuvor erwähnt, können RTD-Sensoren nicht „justiert“ werden, damit sie präzise messen. Es muss eine Korrektur im Gerät (z. B. im Temperaturkalibrator) vorgenommen werden, das zum Messen des RTD-Sensors verwendet wird.
Der Sensor sollte zunächst sehr genau kalibriert werden, um die Koeffizienten herauszufinden. Den Kalibrierergebnissen entsprechend können die Koeffizienten anschließend für die gewünschte Gleichung angepasst werden, um die charakteristische Beziehung zwischen Widerstand und Temperatur des Sensors darzustellen. Unter Verwendung der Koeffizienten wird die Sensormessung korrigiert, was eine hochgenaue Messung ermöglicht. Es gibt mehrere unterschiedliche Gleichungen und Koeffizienten, um den Temperaturwiderstand des Sensors zu berechnen. Dies sind wohl die am weitesten verbreiteten:
Callendar-van Dusen
Im späten 19. Jahrhundert führte Callendar eine einfache quadratische Gleichung ein, die das Widerstands-/Temperatur-Verhalten von Platin beschreibt. Van Dusen stellte später fest, dass ein zusätzlicher Koeffizient unter null erforderlich war. Diese Gleichung wird auch Callendar-van-Dusen-Gleichung (CvD) genannt. Bei Alpha-385-Sensoren ist sie meistens so gut wie die Verwendung der ITS-90-Skala, insbesondere wenn der Temperaturbereich nicht so groß ist. Sollten in Ihrem Zertifikat die Koeffizienten R0, A, B, C angegeben sein, handelt es sich um Koeffizienten für die CvD-Gleichung nach IEC 60751. Der Koeffizient C wird nur unter 0 °C verwendet, daher kann es vorkommen, dass dieser fehlt, wenn der Sensor nicht unter 0 °C kalibriert wurde. Es können aber auch die Koeffizienten R0, α, δ und β vorkommen. Sie entsprechen der immer noch gebräuchlichen CvD-Gleichung. Sie entsprechen der historischen Form der heute noch verwendeten CvD-Gleichung. Obwohl es sich im Grunde genommen um dieselbe Gleichung handelt, unterscheiden sich ihre geschriebene Form und ihre Koeffizienten.
ITS-90
Bei ITS-90 handelt es sich nicht um einen Standard, sondern um eine Temperaturskala. Die Callendar-van-Dusen-Gleichung stellte hierbei stets die Grundlage der vorhergehenden Skalen aus den Jahren 1927, 1948 und 1968 dar. Bei der ITS-90 wurden jedoch wesentlichen Änderungen vorgenommen. Um die Temperaturskala für einen SPRT festzulegen müssen die IST-90 Funktionen verwendet werden. Es gibt aber auch viele PRTs mit niedrigerem Alpha-Wert, die davon im Vergleich zu CvD profitieren, insbesondere wenn der Temperaturbereich relativ groß ist (mehrere hundert Grad). Sind in Ihrem Zertifikat Koeffizienten wie beispielsweise RTPW oder R (0,01), a4, b4, a7, b7, c7 angegeben, so handelt es sich um Koeffizienten für Abweichungsfunktionen von ITS-90. Das ITS-90-Dokument enthält keine numerischen Bezeichnungen für die Koeffizienten oder Teilbereiche. Sie sind im technischen Vermerk von NIST 1265 „Richtlinien zur Umsetzung der internationalen Temperaturskala von 1990“ gelistet und können allgemein zur Verwendung übernommen werden. Die Anzahl der Koeffizienten kann variieren und die Teilbereiche werden von 1 ...11 nummeriert.
- RTPW, R(0,01 °C) oder R(273,16 K) ist der Widerstand des Sensors am Tripelpunkt 0,01 °C des Wassers
- a4 und b4 sind Koeffizienten unter null, auch als abz und bbz bezeichnet (below zero – unter null) oder nur a und b
- a7, b7, c7 sind Koeffizienten über null, auch als aaz, baz und caz bezeichnet (above zero – über null) oder nur a, b und c
Steinhart-Hart
Im Falle, dass es sich bei Ihrem Sensor um einen Halbleiter handelt, beinhaltet das Zertifikat möglicherweise Koeffizienten für die Steinhart-Hart-Gleichung. Halbleiter sind stark nichtlinear und die Gleichung ist logarithmisch. Die Steinhart-Hart-Gleichung hat die frühere Beta-Gleichung weitestgehend ersetzt. Üblicherweise werden die Koeffizienten A, B und C angegeben. Abhängig von der Variante der Gleichung ist es jedoch auch möglich, dass D oder andere Koeffizienten aufgeführt werden. Normalerweise werden die Koeffizienten vom Hersteller herausgegeben, können aber auch angepasst werden.
Ermittlung des Sensorkoeffizienten
Wenn ein Pt100-Sensor zur Kalibrierung und Koeffizientenanpassung ins Labor eingeschickt wird, so müssen die Kalibrierpunkte sorgfältig gewählt werden. Ein 0 °C oder 0,01 °C Punkt ist unerlässlich. Der Wert selbst wird einerseits zur Anpassung benötigt, anderseits wird durch den Gefrierpunkt (0 °C) oder den Tripelpunkt des Wassers (0,01°C) zusätzlich die Sensorstabilität kontrolliert und während der Kalibrierung mehrmals gemessen. Die Mindestanzahl der Kalibrierpunkte entspricht genau der Anzahl der anzupassenden Koeffizienten. Beispielsweise werden mindestens zwei bekannte negative Kalibrierpunkte benötigt, um die ITS-90-Koeffizienten a4 und b4 unter null anzupassen, sodass die beiden unbekannten Koeffizienten aufgelöst werden können. Ist das Verhalten des Sensors dem Labor bekannt, so können in diesem Fall zwei Punkte ausreichen. Jedoch empfiehlt es sich, noch weitere als die erforderlichen Punkte zu messen, da aus dem Zertifikat nicht darauf zu schließen ist, wie sich der Sensor zwischen den Kalibrierpunkten verhält. Beispielsweise kann eine CvD-Anpassung für einen weiten Temperaturbereich recht gut wirken, wenn Sie nur zwei oder drei Kalibrierpunkte über Null haben, jedoch ist ein möglicher systematischer Restfehler von mehreren hundertstel Grad zwischen den einzelnen Kalibrierpunkten nicht ersichtlich. Dies erklärt z. B. auch, weshalb bei CvD und ITS-90 für denselben Sensor und genau dieselben Kalibrierpunkte eventuell unterschiedliche Kalibrierunsicherheiten auftreten können. Die Messunsicherheiten der gemessenen Punkte unterscheiden sich nicht, aber die Restfehler der verschiedenen Anpassungen werden zur Gesamtunsicherheit addiert.
Kostenloses White Paper downloaden:
Weitere Blogbeiträge, die sich auf das Thema Temperatur beziehen
Sollten Sie an weiteren Informationen zum Thema Temperatur und Temperaturkalibrierungen interessiert sein, so schauen Sie sich gerne auch diese Blogbeiträge an:
- Thermoelement-Kaltstellenkompensation (Vergleichsstelle)
- Temperatureinheiten und Umrechnung von Temperatureinheiten
- Messunsicherheit für Nicht-Mathematiker

Und zum Schluss: Danke Toni!
Ein besonderer Dank geht an Herrn Toni Alatalo, der Leiter unseres akkreditierten Temperaturkalibrierlabors im Beamex Werk. Toni stellte viel Hilfe und detaillierte Informationen für diesen Blog-Beitrag bereit.
Gerne abonnieren!
Wenn Ihnen diese Artikel gefallen, abonnieren Sie diesen Blog, indem Sie Ihre E-Mail-Adresse in das Feld "Abonnieren" oben rechts eintragen. Sie werden per E-Mail benachrichtigt, wenn neue Artikel verfügbar sind.



![Temperaturkalibrierung [Beamex eBook]](https://blog.beamex.com/hubfs/BDE%20Localized%20Marketing%20Pictures/banner-eBook-Temperature-GER_600px_v2.jpg)

%20(1).png)










.jpg)




Diskussion