
Update Juli 2020: Bitte beachten Sie, dass im Juni 2020 eine neue F-Version (AMS2750F) veröffentlicht wurde.
In diesem Whitepaper besprechen wir den AMS2750E-Standard mit dem Schwerpunkt auf die Anforderungen an Genauigkeit, Kalibrierung und Test-/Kalibrierausrüstung.
Der AMS2750E-Standard ist in erster Linie für die Wärmebehandlung in der Luft- und Raumfahrt konzipiert worden. Die Wärmebehandlung ist ein wesentlicher Prozess für kritische Teile eines Flugzeugs. Von daher ist es mehr als verständlich, dass hier strenge Vorschriften und Auditprozesse eingehalten werden müssen.
Während die Ergebnisse und der Erfolg einiger industrieller Verfahren nach deren Durchführung relativ leicht gemessen werden können, ist dies bei einem Wärmebehandlungsprozess jedoch keineswegs der Fall. Eine sehr strenge Kontrolle und Dokumentation des Wärmebehandlungsprozesses sind daher von entscheidender Bedeutung um die Qualität der Endprodukte zu garantieren.
Inhaltsverzeichnis:
- AMS2750 standard
- Der Anwendungsbereich des AMS2750E-Standards
- Warum ist eine Wärmebehandlung notwendig?
- Für wen ist er gedacht?
- Was ist mit CQI-9?
- Prüfgeräte und Kalibrierung
- Sekundäres Standardgerät
- Feldtestgerät
- Genauigkeitsanforderungen der AMS2750E
- Unterschiede zwischen den Thermoelementtypen und deren Genauigkeit
- AMS2750E Inhalte kurz zusammengefasst
- Beispielbericht eines Kunden
- Zusammenfassung
- Beamex-Lösungen für AMS2750E
Wärmebehandlung und Kalibrierung gemäß AMS2750E
AMS2750 standard
Wie bereits erwähnt, handelt es sich bei AMS2750E um eine Norm für die Wärmebehandlung. Das Kürzel „AMS“ steht für „Aerospace Materials Specifications“. Der Standard wird von SAE Aerospace vorgegeben, einem Unternehmen der SAE International Group. Die erste Version des AMS2750- Standards wurde bereits im Jahr 1980 veröffentlicht. Es folgten Überarbeitungen: A und B im Jahr 1987, C im Jahr 1990 und D im Jahr 2005. Die derzeitige Neufassung AMS2750E wurde 2012 veröffentlicht.
Der AMS2750-Standard wurde ursprünglich entwickelt, um einheitliche Spezifikationen für die Wärmebehandlung in der Luft- und Raumfahrtzulieferkette vorzugeben. Die Anwendung des Standards wird vom PRI (Performance Review Institute) für das Nadcap (National Aerospace and Defense Contractors Accreditation Program) geprüft. Vor Nadcap mussten Luft- und Raumfahrtunternehmen jeweils ihre eigenen Zulieferer überprüfen, sodass es zu erheblicher Doppelarbeit und überflüssigen Bemühungen kam. 1990 wurde zur Verwaltung des Nadcap-Programms das Institut PRI ins Leben gerufen.
Der Anwendungsbereich des AMS2750E-Standards
Entsprechend der Norm ist der Anwendungsbereich für den AMS2750E-Standard folgender: „Diese Spezifikation deckt pyrometrische Anforderungen (hohe Temperaturen) für thermische Verarbeitungsgeräte ab, die zur Wärmebehandlung eingesetzt werden. Dies schließt Temperatursensoren, Messausrüstung, Geräte für die Wärmebehandlung, Systemgenauigkeitsprüfungen und Prüfungen der Temperaturgleichmäßigkeit ein. Diese sind alle erforderlich, um zu gewährleisten, dass Rohstoffe oder Bestandteile gemäß den geltenden Spezifikationen wärmebehandelt werden.“
Warum ist eine Wärmebehandlung notwendig?
Bei einigen industriellen Prozessen ist es relativ einfach, die Qualität des Endproduktes zu messen und zu prüfen, und zu beurteilen, ob das Produkt allen Anforderungen nach Abschluss des Prozesses gerecht wurde. Möglicherweise können Sie das Endprodukt einfach messen und feststellen, ob es gut ist oder nicht. Bei anderen Prozessen, in denen es nicht möglich/einfach/praktisch ist, die Qualität des Endproduktes zu messen, werden Sie die Prozessbedingungen sehr genau kontrollieren und dokumentieren müssen, um sich zu vergewissern, dass das Endprodukt allen Anforderungen entspricht.
Es ist daher nachvollziehbar, dass es sich bei der Wärmebehandlung um einen streng kontrollierten Prozess handelt, bei dem Sie stets sicherstellen müssen, dass Sie das gewünschte Endprodukt erhalten – insbesondere seitdem die Produkte hauptsächlich in der Luft- und Raumfahrtindustrie eingesetzt werden.
Für wen ist er gedacht?
Ursprünglich ist der AMS2750E-Standard für die Luft- und Raumfahrtindustrie konzipiert worden. Dieselben Standards und Verarbeitungstechniken können jedoch für jede Branche angewendet werden, in der die thermische Verarbeitung von Rohstoffen und gefertigten Bauteilen wie die der Automobilindustrie, Bahn und Produktion kontrolliert werden muss.
Was ist mit CQI-9?
CQI-9 weißt eine ähnliche Reihe von Anforderungen für die Wärmebehandlung auf. Diese sind jedoch überwiegend auf die Automobilindustrie ausgerichtet. CQI-9 wurde zum ersten Mal 2006 veröffentlicht. Die CQI-9 „Heat Treatment System Assessment“ stellt eine Selbstbewertung des von der AIAG-Gruppe (Automotive Industry Action Group) herausgegebenen Wärmebehandlungssystems dar. Weitere detaillierte Informationen zu CQI-9 werden sicherlich in einem späteren Artikel veröffentlicht.
Prüfgeräte und Kalibrierung
Besprechen wir nun die Testgeräte (Kalibratoren) und die von AMS2750E herausgegebene Information hierzu.
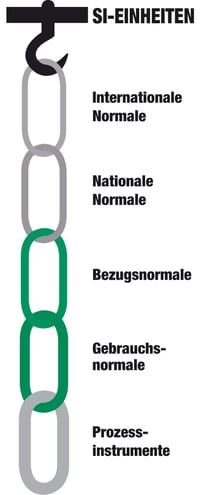
Eine rückführbare Kalibrierung der verschiedenen Niveaus von Messgeräten ist selbstverständlich erforderlich. Die höheren Standards werden in der Regel in einem externen Kalibrierlabor kalibriert. Die Prozessmessungen werden intern mittels „Feldtestgeräten“ kalibriert. Die Rückführbarkeit wird oft als Rückführbarkeitspyramide oder Rückführbarkeitskette bezeichnet:
Rückführbarkeitspyramide:

Rückführbarkeitskette:
Um mehr über die messtechnische Rückführbarkeit bei Kalibrierungen zu erfahren, lesen Sie diesen Blog-Beitrag: Messtechnische Rückführbarkeit in der Kalibrierung - Sind Ihre Messungen rückführbar?
In Tabelle 3 des Standards AMS2750E werden verschiedene Spezifikationen zu den Prüfstandards und Prüfgeräten/ Kalibratoren aufgeführt. Die unterschiedlichen Geräteklassen werden folgendermaßen klassifiziert:
- Bezugsnormal
- Primärer Standard
- Sekundäre Standardgeräte
- Sekundäre Standardzelle
- Feldtestgerät
- Geräte steuern, überwachen oder aufzeichnen
Sekundäres Standardgerät
Dies beschränkt sich auf die Laborkalibrierung von Feldtestgeräten, Sensoren für Systemgenauigkeitsprüfungen, Sensoren für den Temperaturgleichmäßigkeitsnachweis, Lastsensoren und Sensoren zur Steuerung, Überwachung oder Aufzeichnung.
Feldtestgerät
Kalibrierung von Steuerungs-, Monitoring- oder Aufzeichnungsgeräten, Durchführung von Systemgenauigkeits- und Temperaturgleichmäßigkeitsprüfungen.
Genauigkeitsanforderungen der AMS2750E
AMS2750E gibt auch die Kalibrierdauer und Genauigkeitsanforderungen für die verschiedenen Geräteklassen vor:
| Gerät | Maximaler Kalibrierzeitraum (Monate) | Kalibriergenauigkeit |
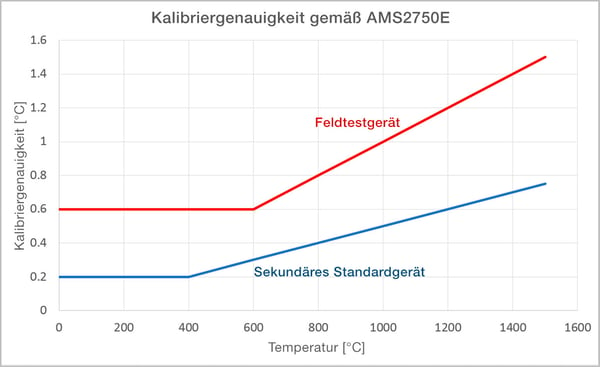
| Sekundäres Standardgerät | 12 | ±0.3 °F (±0.2 °C) oder ±0,05% der Ablesung, je nachdem, welcher Wert größer ist |
| Feldtestgerät | 3 | ±1 °F (±0.6 °C) oder ± 0,1% der Ablesung, je nachdem, welcher Wert größer ist |
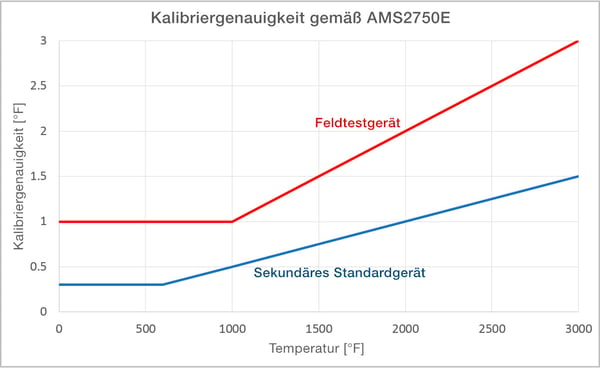
Manchmal ist es einfacher sich eine Darstellung anzuschauen – sehen wir uns daher für das „Feldtestgerät“ und das „sekundäre Standardgerät“ die erforderliche Kalibriergenauigkeit grafisch an. Da Celsius und Fahrenheit unterschiedlich sind, wird unten die Grafik beider abgebildet:
Unterschiede zwischen den Thermoelementtypen und deren Genauigkeit
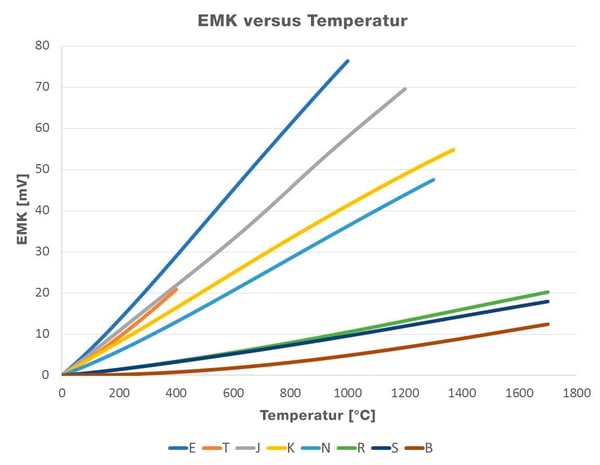
Der AMS2750E-Standard spezifiziert unterschiedliche Thermoelementtypen für verschiedene Anwendungen. Die Typen B, R und S sind für den anspruchsvolleren Einsatz geeignet, während die Typen J, E, K, N, T ebenfalls im Standard enthalten sind.
Der Standard setzt unabhängig vom Thermoelementtyp stets die gleiche Genauigkeitsspezifikation voraus. Dies ist eine etwas sonderbare Vorgabe, weil verschiedene Thermoelemente sehr unterschiedliche Empfindlichkeiten aufweisen.
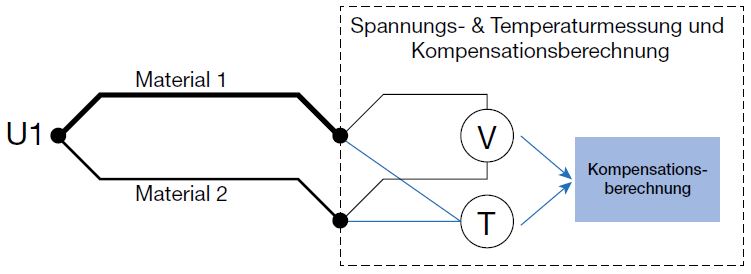
In der Praxis bedeutet dies in aller Regel, dass für ein Feldtestgerät (Kalibrator) die Spezifikation in Millivolt vorgegeben ist. Wenn nun diese mV-Genauigkeit in Temperatur umgewandelt wird, impliziert dies, dass der Kalibrator in aller Regel verschiedene Spezifikationen für die unterschiedlichen Thermoelementtypen hat. Einige Thermoelementtypen haben eine sehr geringe Empfindlichkeit (geringe Veränderung der Spannung bei Temperaturveränderungen), vor allem am unteren Ende.
Ein Kalibrator kann zum Beispiel eine elektrische Spezifikation von 4 Mikrovolt bei 0 V haben. Bei einem K-Typ entsprechen diese 4 μV einer Temperatur von 0.1 °C (0.2 °F), jedoch bei einem S-Typ 0.7 °C (1.3 °F) und bei einem B-Typ fast 2 °C (3.6 °F). Dies ist der Grund, weshalb Kalibratoren normalerweise sehr unterschiedliche Genauigkeitsspezifikationen für verschiedene Thermoelementtypen aufweisen.
Um die verschiedenen Empfindlichkeiten der Thermoelementtypen bildlich darzustellen, sehen Sie sich bitte die folgenden Grafiken an:
Um mehr über Thermoelemente, verschiedene Thermoelement-typen und Thermoelement-Vergleichsstellenkompensation zu erfahren, lesen Sie bitte diesen Blog-Beitrag: Thermoelement-Kaltstellenkompensation (Vergleichsstelle)
AMS2750E Inhalte kurz zusammengefasst
Lassen Sie uns kurz einen Blick auf den AMS2750E-Standard werfen und einige wichtige Aspekte des Inhalts besprechen.
Der AMS2750E-Standard gliedert sich zunächst in folgende Abschnitte:
- 1. Anwendungsbereich
- 2. Anwendbare Dokumente
Das Kapitel 3 „Technische Anforderungen“ des AMS2570E-Standards beinhaltet die folgenden zentralen Abschnitte. (Diese werden in den nächsten Kapiteln ausführlicher behandelt):
- 3.1 Temperatursensoren
- 3.2. Instrumentierung
- 3.3. Wärmebehandlungsgeräte
- 3.4. Systemgenauigkeitsprüfungen (SAT)
- 3.5. Prüfung der Temperaturgleichmäßigkeit von Öfen (TUS)
- 3.6. Laboröfen
- 3.7. Aufzeichnungen
- 3.8. Abrundung
- 4. Qualitätssicherungsmaßnahmen
- 5. Vorbereitung für Lieferungen
- 6. Bestätigung
- 7. Ablehnungen
- 8. Anmerkungen
3.1 Temperatursensoren
Im Abschnitt 3.1 werden die Temperatursensoren besprochen. Einige wichtige Aufzählungszeichen aus diesem Abschnitt sind:
- Der AMS2750E-Standard gibt die zu verwendenden Thermoelement-Sensoren und Sensorkabeltypen vor.
- Der anzuwendende Standard für die Umwandlung von Spannung zu Temperatur (ASTM E 230 oder andere nationale Normen).
- Es sollten Korrekturfaktoren verwendet werden, um die bei der Kalibrierung auftretenden Fehler ausgleichen zu können.
- Der Temperaturbereich für die verwendeten Sensoren.
- Genehmigung für den Einsatz drahtloser Transmitter.
- Inhalt eines Sensorkalibrierzertifikats.
- Die maximale Länge des Sensorkabels/-drahts.
- Die maximale Anzahl von zu verwendenden Thermoelementen bei unterschiedlicher Temperatur.
- Typen von Thermoelement-Sensoren, die für Thermoelemente verwendet werden (primäre Kalibrierung, sekundäre Kalibrierung, Sensorkalibrierung, TUS, SAT, Installation, Beladungsempfindlichkeit), Kalibrierperiode für Thermoelemente und maximal zulässiger Fehler.
3.2 Instrumentierung
Abschnitt 3.2 behandelt die Geräte, mit denen die Sensoren verwendet werden. Dies umfasst Steuerung, Monitoring, Aufzeichnung, Kalibrierung, Instrumentierung, etc.
- Die Geräte müssen rückführbar kalibriert sein.
- Mindestauflösung/Ablesbarkeit der Testgeräte (1 °F oder 1 °C).
- Spezifikationen für elektronische Aufzeichnungen.
- Inhalte der Kalibriermarke:
- Datum, Fälligkeitsdatum, durchgeführt von, jegliche Einschränkungen
-
Inhalt des Kalibrierprotokolls:
-
Identifizierung des Geräts, Marke und Modell, verwendete Norm(en), Kalibriermethode, erforderliche Genauigkeit, Daten vor und nach der Messung jedes Kalibrierpunkts, Offset, Vorher/Nachher, Empfindlichkeit, Bericht über Annahme oder Ablehnung, Einschränkungen oder Restriktionen, Kalibrierdatum, Fälligkeitsdatum, durchgeführt von, Kalibrierfirma, Unterschrift, Qualität, Betriebsgenehmigung.
-
3.3 Wärmebehandlungsgeräte
In dem Abschnitt 3.3 wird sowohl die Ofenklassifizierung als auch die Anforderungen an die Temperaturgleichmäßigkeit jeder einzelnen Klasse besprochen. Angefangen bei Klasse 1 mit einer Gleichmäßigkeitsanforderung von ±5 °F / ±3 °C bis hin zu Klasse 6 mit ±50 °F / ±28 °C.
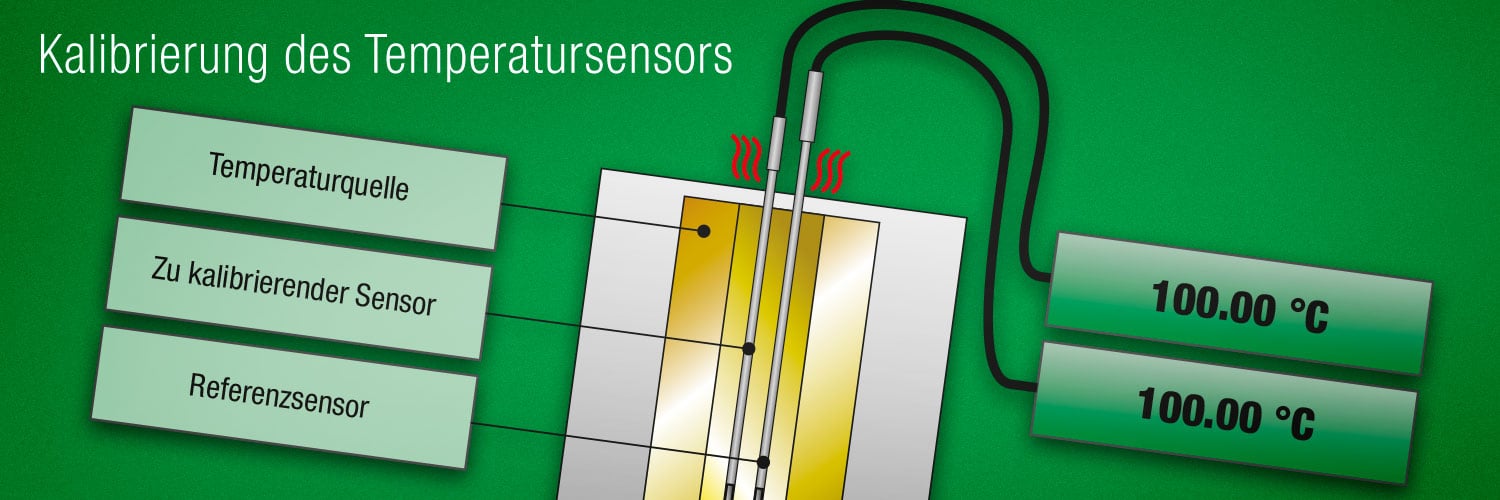
3.4 Systemgenauigkeitsprüfung (SAT)
In dem Abschnitt 3.4 werden die Prüfungen der Systemgenauigkeit (SAT) behandelt. Bei SAT handelt es sich um eine Vor-Ort-Prüfung, bei der der gesamte Messkreislauf (Gerät/Stromzuleitung/Sensor) mit hierfür geeigneten Kalibriergeräten kalibriert wird. Dies erfolgt normalerweise, indem ein Referenzthermoelement nahe dem zu kalibrierenden Thermoelement platziert wird und die ausgelesenen Daten der Messschleife mit der Referenz verglichen werden.
Diese SAT muss mithilfe eines „Feldtestgeräts“ durchgeführt werden, welches in Tabelle 3 der Norm angezeigt ist. Diese Prüfung sollte regelmäßig oder nach jeder Wartung durchgeführt werden. Das SAT-Intervall basiert auf der jeweiligen Geräteklasse und dem Gerätetyp.
Die SAT-Messprotokolle müssen Folgendes enthalten:
- Identifikation des kalibrierten Sensors
- ID des Referenzsensors
- ID des Prüfgeräts
- Datum und Uhrzeit
- Sollwerte
- Messwerte des zu prüfenden Ofens
- Geräteablesungen prüfen
- Sensorkorrekturfaktoren prüfen
- Korrigierte Ablesung des Prüfgeräts
- Berechnete Differenz der Systemgenauigkeit
- Ein Hinweis auf „bestanden“ oder „nicht bestanden“
- Wer hat die Prüfung durchgeführt?
- Unterschrift
- Genehmigung der Qualitätsorganisation
3.5 Temperaturgleichmäßigkeitsüberprüfung (TUS)
In dem Abschnitt 3.5 wird die Gleichmäßigkeit der Ofentemperatur (TUS) näher behandelt. Bei der TUS handelt es sich um die Prüfung der Temperaturgleichmäßigkeit in allen Abschnitten/Zonen eines Wärmebehandlungsofen im qualifizierten Betriebsbereich. Eine erste Temperaturgleichmäßigkeitsprüfung muss für jeden neuen, modifizierten (Beispiele für Modifikationen sind in der Norm aufgelistet) oder reparierten Ofen durchgeführt werden. Danach sollte diese Prüfung entsprechend dem in der Norm vorgegebenen Intervall durchgeführt werden. Sollte es Öfen mit mehreren qualifizierten Betriebsbereichen geben, so muss die TUS für jeweils jeden Betriebsbereich vorgenommen werden.
Der AMS2750E-Standard umfasst mehrere detaillierte Vorgaben für die TUS-Prüfung.
Für den Bericht zur TUS müssen folgende Aspekte berücksichtigt werden:
- Identifikation des Ofens
- Überwachungstemperaturen
- Sensorposition und -identifikation mit detaillierten Diagrammen
- Daten zu Uhrzeiten und Temperaturen aller Sensoren
- Korrekturfaktoren für Sensoren für jede Temperatur
- Vorher und nachher Offsets
- Korrigierte/unkorrigierte Messablesungen aller TUS-Sensoren bei jeder Temperatur
- Identifizierung und Unterschrift des Prüfunternehmens
- Identifizierung der Person, die die Prüfung durchgeführt hat
- Prüfungsbeginn, Datum und Uhrzeit
- Prüfungsabschluss, Datum und Uhrzeit
- Identifizierung der Testgeräte
- Identifizierung der bestandenen oder nicht bestandenen Prüfung
- Dokumentation der Sensorausfälle (falls zutreffend)
- Zusammenfassung der korrigierten Plus- und Minus-Ablesungen bei jeder Temperatur nach Stabilisierung
- Genehmigung der Qualitätsorganisation
Beispielbericht eines Kunden
Das Unternehmen Trescal aus Großbritannien ist hier ein Fallbeispiel: Trescal ist ein Kalibrierdienstleister für Luft- und Raumfahrtkunden, der sich nach dem AMS2750-Standard richtet. Trescal hat die Leistung der Beamex-Kalibratoren (MC2, MC5 und MC6) als sehr geeignet für ihre Arbeit befunden. Klicken Sie auf den folgenden Link, um dieses Fallbeispiel von Trescal zu lesen:
Zusammenfassung
Die im AMS2750E-Standard enthaltenen Spezifikationen geben einen sehr hohen Standard für die Luft- und Raumfahrtindustrie vor. Nachdem die Sensortechnologie und alle Anforderungen an die Prüfgeräte für ordnungsgemäße Messungen überprüft wurden, sollten die Genauigkeitsanforderungen sorgfältig analysiert und fortlaufend überwacht werden. Zu beachten ist, dass die vom AMS2750E-Standard vorgegebenen Spezifikationen nicht so einfach zu erfüllen sind und hierfür präzise Testgeräte verwendet werden müssen. Indem die Kalibriervorgaben bereits im Vorfeld berücksichtigt werden, wird das Wartungspersonal mit den geeigneten Werkzeugen und Verfahren ausgestattet, damit so nicht nur die Konformität aufrechterhalten bleibt, sondern auch die beste Produktqualität garantiert werden kann. Präzise Sensormessungen sind die Grundlage für eine gute Prozesskontrolle mit wiederholbaren Ergebnissen - die perfekte Formel, um im Geschäft zu bleiben.
Kostenloses White Paper downloaden:

Beamex-Lösungen für AMS2750E
Beamex bietet verschiedene Produkte für die Temperaturkalibrierung an, die in einer AMS2750E-Umgebung verwendet werden können (und auch verwendet werden). Auf unserer Webseite finden Sie detaillierte Informationen zu unserem Angebot unter folgendem Link:
Produkte von Beamex zur Temperaturkalibrierung
Kontaktieren Sie uns, um sich näher über den Einsatz unserer Produkte in einer AMS2750-Umgebung zu informieren.
Verwandte Blog-Beiträge
Sollten Sie diesen Artikel interessant gefunden haben, könnten
Ihnen auch diese Blog-Beiträge gefallen:
- Thermoelement-Kaltstellenkompensation (Vergleichsstelle)
- Temperatureinheiten und Umrechnung von Temperatureinheiten
- Messtechnische Rückführbarkeit in der Kalibrierung - Sind Ihre Messungen rückführbar?
Gerne abonnieren!
Wenn Ihnen diese Artikel gefallen, abonnieren Sie diesen Blog, indem Sie Ihre E-Mail-Adresse in das Feld "Abonnieren" oben rechts eintragen. Sie werden per E-Mail benachrichtigt, wenn neue Artikel verfügbar sind.
Originaler Post: AMS2750E Heat Treatment Standard and Calibration
















.jpg)



Diskussion