Les sondes de température Pt100 sont extrêmement répandues dans l’industrie. Cet article va discuter en détail d’un maximum de choses utiles à connaître. Ainsi nous passerons en revue aussi bien les sondes résistives que les sondes à résistance de platine, les différents modèles de Pt100, la relation entre la température et la résistance, les coefficients de température, les classes de précision…
En matière de terminologie, on utilise aussi bien « sonde » que « capteur ». Dans cet article, j’utiliserai principalement le terme « sonde ».
De plus, on écrit aussi bien « Pt100 » que « Pt-100 ». Pour ma part, j’utiliserai principalement le format Pt100. (Même si je suis conscient que la norme IEC/DIN 60751 recommande d’écrire Pt-100, les habitudes ont la vie dure).
Sondes résistives
La Pt100 étant une sonde résistive (RTD), c’est la première chose à laquelle nous allons nous intéresser.
L’abréviation anglaise RTD signifie « Resistance Temperature Detector ». Il s’agit d’une sonde de température pour laquelle la résistance dépend de la température : quand la température change, la résistance de la sonde change. Ainsi, en mesurant la résistance de la sonde, on peut utiliser une sonde résistive pour mesurer des températures.
Les sondes résistives les plus répandues sont constituées de platine, cuivre, alliages de nickel ou d’autres oxydes métalliques.
Sondes résistives platine
Le platine est le matériau le plus communément utilisé pour fabriquer des sondes résistives. En effet, le platine présente un ratio température/résistance linéaire, répétable et fiable. Les sondes résistives fabriquées en platine sont appelées PRT: « Platinum Resistance Thermometer ». Les sondes résistives platine les plus répandues dans l’industrie sont les sondes Pt100. Le nombre « 100 » indique qu’elles présentent une résistance de 100 ohms à une température de 0 °C (32 °F). J’y reviendrai plus tard.
Sonde résistive platine versus thermocouple
Dans un récent livre blanc, nous nous sommes déjà intéressés aux thermocouples. Ils sont eux aussi utilisés comme sondes de température dans de nombreuses applications industrielles. Alors, quelle est la différence entre un thermocouple et une sonde résistive platine ? Voici une comparaison synthétique entre les deux:
Les thermocouples:
- peuvent être utilisés pour mesurer des températures beaucoup plus élevées
- sont très robustes
- sont bon marché
- ne nécessitent pas d’excitation externe ni d’alimentation
- ne sont pas très précis
- nécessitent une compensation de soudure froide
- doivent avoir des fils d’extension dans un matériau adapté à leur type et une attention toute particulière doit être portée à l’homogénéité de température au niveau des soudures tout au long du circuit.
- peuvent présenter des erreurs inattendues à cause de l’inhomogénéité dans leur fils.
Les sondes résistives platine:
- sont plus précises, linéaires et stables que les thermocouples
- ne nécessitent pas de compensation de soudure froide au contraire des thermocouples
- peuvent avoir des fils d’extension en cuivre
- sont plus coûteuses que les thermocouples
- nécessitent un courant d’excitation connu en fonction de leur type
- sont plus fragiles
En résumé, on peut dire que les thermocouples sont plus adaptés pour des applications à haute température alors que les sondes résistives platine sont plus destinées à des applications nécessitant une meilleure précision.
Vous trouverez plus d’informations sur les thermocouples et la compensation de soudure froide dans ce livre blanc: Les thermocouples (Thermocouple Cold Junction Compensation)
Mesurer les sondes résistives RTD/PRT
La résistance d’une sonde résistive variant en fonction de la température, il paraît évident que c’est la résistance que vous devez mesurer quand vous utilisez une sonde résistive. Vous pouvez la mesurer en ohms puis la convertir manuellement en mesure de température en vous référant à la table de conversion (ou à la formule) du type de sonde résistive utilisé.
De nos jours, on utilise plus volontiers un appareil de mesure de température ou un calibrateur qui convertira automatiquement les résistances mesurées en température, à partir du moment où vous avez sélectionné le bon type de sonde dans le menu de l’appareil (il faut d’ailleurs qu’il soit compatible avec le type choisi). Bien entendu, si vous avez sélectionné le mauvais type de sondes résistives dans le menu, cela faussera votre mesure de température.
Il y a plusieurs manières de mesurer une résistance : vous pouvez utiliser une liaison 2, 3 ou 4 fils. La liaison 2 fils n’est adaptée que pour des mesures nécessitant une faible précision (principalement la détection de pannes), car toute résistance de fil ou de liaison introduira une erreur de mesure. Ainsi, toute mesure de procédés devrait utiliser une liaison 3 ou 4 fils.
Par exemple, la norme IEC 60751 spécifie que toute mesure de sonde supérieure à une classe de précision B doit être réalisée avec une liaison 3 ou 4 fils. Nous reviendrons sur les classes de précision plus loin dans cet article.
Souvenez-vous seulement d’utiliser une liaison 3 ou 4 fils et tout devrait bien se passer.
Bien sûr, pour certaines thermistances de grande impédance, des sondes Pt1000 ou d’autres sondes de grande impédance, l’erreur supplémentaire causée par la liaison 2 fils peut être négligeable.
Si vous voulez plus d’information sur les mesures de résistance à 2, 3 ou 4 fils, vous pourrez en trouver dans le billet ci-dessous: Resistance measurement; 2, 3 or 4 wire connection – How does it work and which to use?
Courant de mesure
Comme expliqué plus en détail dans le billet référencé ci-dessus, quand un appareil mesure une résistance, il envoie un faible courant donné à travers la résistance et mesure ensuite la chute de tension que cela entraîne. Ainsi, la résistance peut être calculée en divisant la chute de tension par le courant selon la loi d’Ohm (R=U/I).
Si vous désirez plus d’informations sur la loi d’Ohm, allez lire ce billet de blog:
Ohm’s law – what it is and what an instrument tech should know about it
Auto-échauffement
Quand le courant de mesure passe à travers la sonde résistive, cela élève sa température.
Ce phénomène s’appelle l’auto-échauffement. Plus le courant mesuré est élevé et plus longtemps il est produit, plus la sonde va s’échauffer. C’est sans compter sur la structure même de la sonde et sa résistance thermique à son environnement qui vont eux aussi avoir un impact important sur l’auto-échauffement. Il paraît donc évident que ce phénomène va entraîner une petite erreur de mesure.
Le courant de mesure ne dépasse pas de manière générale 1 mA quand on mesure une sonde Pt100, mais à l’inverse il peut être de seulement 100 μA ou même moins. Selon certaines normes (comme l’IEC 60751), l’auto-échauffement ne doit pas dépasser 25% des spécifications de tolérance de la sonde.
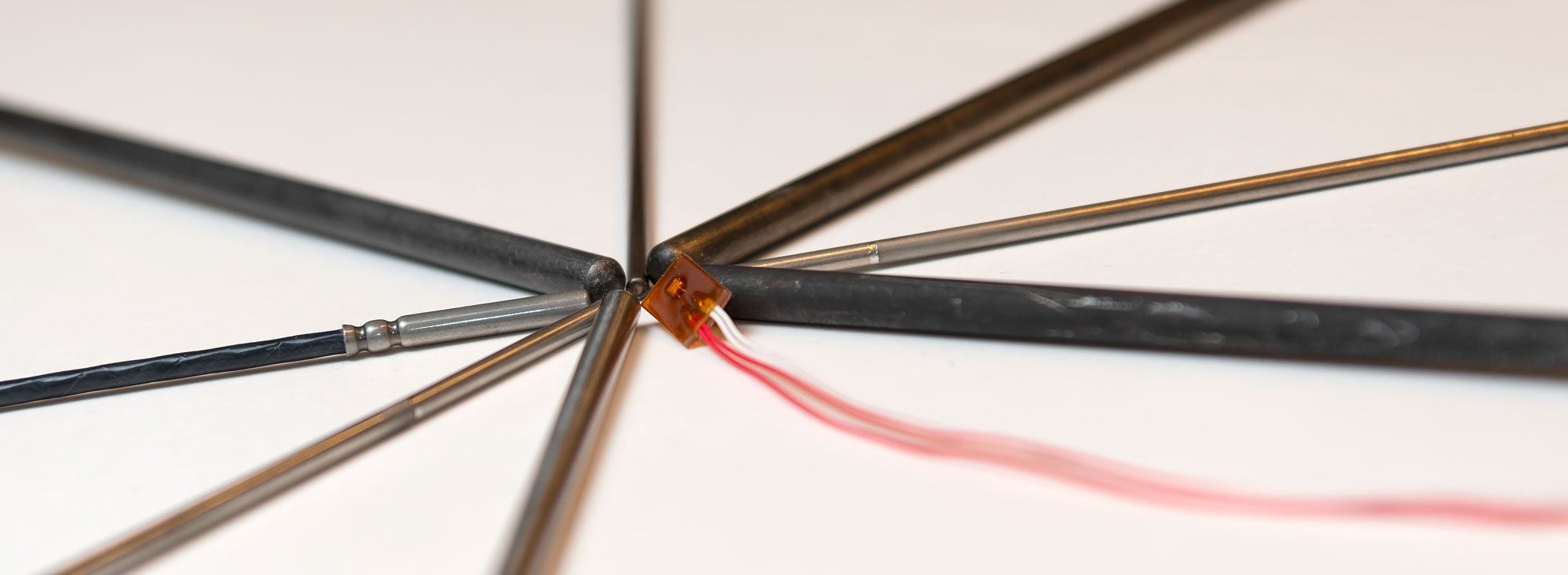
Les différentes structures mécaniques des sondes résistives platine (PRT)
Les sondes résistives platine sont en règle générale des instruments très fragiles et ont malheureusement une précision inversement proportionnelle à leur robustesse. Pour mesurer avec précision une température, le fil de platine à l’intérieur de la sonde doit être en mesure de se contracter et de se dilater en fonction de la température aussi librement que possible pour éviter toute déformation ou fatigue. L’inconvénient, c’est que ce type de sonde est de ce fait très sensible aux chocs mécaniques et aux vibrations.
Sonde résistive platine de référence (SPRT)
Les sondes résistives platine de référence (SPRT) les plus précises sont utilisées pour réaliser l’échelle de température entre des points fixes selon l’ITS-90. Elles sont constituées d’un platine extrêmement pur (a = 3,926 x 10-3 °C -1) et le support du fil est conçu pour qu’ils subissent le moins de fatigue possible. Le « Guide to the Realization of the ITS-90 », publié par le BIPM (Bureau International des Poids et Mesures) définit tous les critères qu’une sonde résistive platine de référence doit remplir. Les autres types de sondes ne sont pas et ne doivent pas être appelés SPRT. Il existe des sondes gainées de verre, de quartz et de métal pour différentes applications. Les SPRT sont très sensibles à tout type d’accélération tels que de petits chocs ou vibrations qui limitent leur usage aux laboratoires qui ontbesoin d’une précision de mesures très élevée.
Sondes résistives platine partiellement supportées
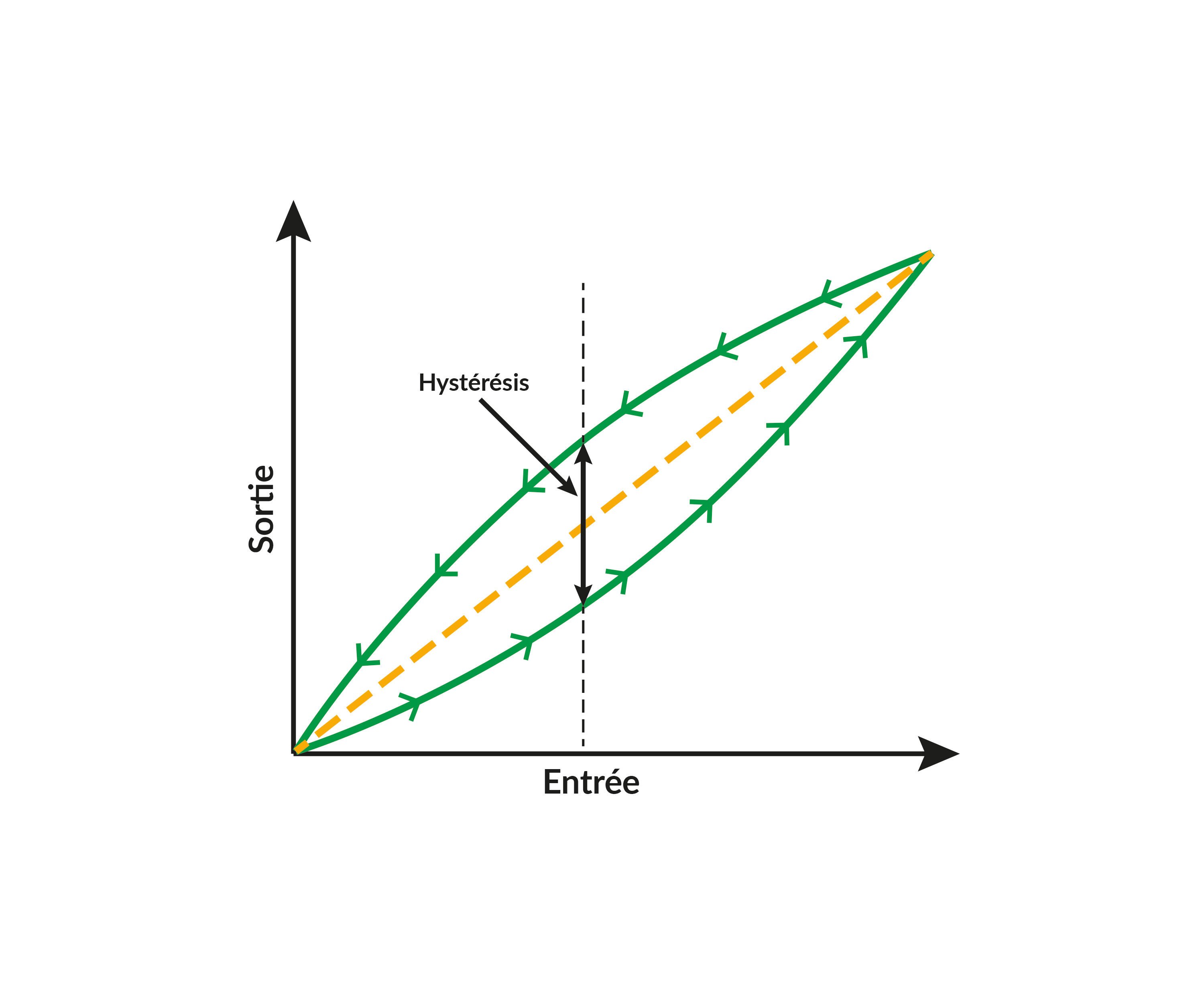
Les sondes résistives platine partiellement supportées sont un compromis entre la performance et la robustesse mécanique d’un thermomètre. Les plus précises d’entre elles sont souvent appelées étalons secondaires ou sondes de référence secondaires. Ces sondes peuvent avoir des structures en commun avec les SPRT et leurs fils peuvent avoir un grade équivalent ou très proche. Grâce à leur support du fil, elles sont moins fragiles que les SPRT. En prenant certaines précautions, on peut même les utiliser pour des applications de terrain, car elles offrent une excellente stabilité et une hystérésis faible.
Sondes résistives platine industrielles (IPRT)
Quand le support du fil augmente, la robustesse mécanique augmente, mais aussi la fatigue due à la dérive et les problèmes d’hystérésis. Ces sondes sont appelées des sondes résistives
platine industrielles. Les IPRT complètement supportées ont encore plus de support du fil et sont mécaniquement très robustes. Le fil est complètement encapsulé dans du verre ou
de la céramique, le rendant très résistant aux vibrations et aux chocs mécaniques. Elles présentent cependant l’inconvénient d’avoir une moins bonne stabilité à long terme et une hystérésis importante, car le platine de la sonde est lié au substrat dont les caractéristiques de dilatation thermique sont différentes.
Film
Les sondes résistives platine sous forme de couches minces se sont beaucoup améliorées ces dernières années. Elles se présentent sous de nombreuses formes pour applications
variées. Le film de platine est pulvérisé sur le substrat sélectionné puis la résistance de l’élément est souvent retouchée au laser à la valeur désirée et finalement encapsulée pour sa
protection. Les couches minces se prêtent beaucoup plus à un procédé de fabrication automatisé que les fils, elles sont donc moins chères à produire. Les avantages et les inconvénients sont typiquement les mêmes qu’avec un fil totalement supporté. Cependant, les couches minces ont souvent un temps de réponse très court, les rendant très réactives aux changements de température. Comme mentionné plus haut, certains fabricants ont développé des techniques permettant de mieux combiner les performances et la robustesse.
Autres sondes résistives (RTD)
Autres sondes résistives platine
Bien que la Pt100 soit la sonde résistive platine la plus répandue, il en existe de nombreuses autres telles que les Pt25, Pt50, Pt200, Pt500 et Pt1000. La différence principale entre ces sondes est assez facile à deviner, c’est bien sûr la résistance à 0 °C qui est mentionnée dans leur nom. Ainsi, une sonde Pt1000 aura une résistance de 1000 ohms à 0 °C. À noter que leur coefficient de température est aussi important à connaître, car il affecte la résistance à d’autres températures. S’il s’agit d’une Pt1000 (385), cela signifie que son coefficient de température est de 0,00385 °C.
Autres sondes résistives
Bien que les sondes platine soient les sondes résistives les plus répandues, il en existe aussi dans d’autres matériaux tels que le nickel, un mélange nickel-fer ou encore le cuivre. Les sondes les plus courantes comprennent : pour le nickel les Ni100 et Ni120, pour le nickel-fer la Ni-Fe 604-ohm et pour le cuivre la
Cu10. Chacun de ces matériaux à ses propres avantages pour des applications en particulier. Cependant les inconvénients les plus courants incluent une plage de température peu étendue et une susceptibilité à la corrosion plus importante que pour le métal noble qu’est le platine.
Les sondes résistives existent aussi en or, argent, tungstène, rhodium-fer ou encore germanium. Elles excellent dans certaines applications, mais sont très rares dans l’industrie en général.
La résistance d’une sonde résistive dépendant de la température, on peut inclure dans cette catégorie toutes les sondes génériques CTP (coefficient de température positif ) et CTN (coefficient de température négatif ). Par exemple, les thermistances et semi-conducteurs utilisés pour mesurer la température. Les sondes de type CPN en particulier sont utilisées couramment pour mesurer des températures.
Sondes Pt100
Coefficient de température
La sonde résistive la plus répandue dans l’industrie est la Pt100 qui possède une résistance de 100 ohms à 0 °C (32 °F).
En revanche, sa résistance à plus haute température dépend de la version de la sonde Pt100 utilisée, car il en existe plusieurs ayant chacune un coefficient de température légèrement différent. Globalement, la plus commune est la version « 385 ». Si le coefficient n’est pas mentionné, il s’agit habituellement d’une 385.
Le coefficient de température (représenté par la lettre grecque alpha: α) d’une sonde Pt100 correspond à la différence entre la résistance à 100 °C et à 0 °C divisée par la résistance à 0 °C multipliée par 100 °C.
La formule est assez simple, mais pas très explicite à l’écrit, regardons donc sa formule mathématique:
![]()
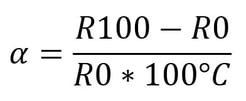
α = Coefficient de température
R100 = résistance à 100 °C
R0 = résistance à 0 °C
Voici un exemple pour s’assurer que tout est clair:
Pt100 possède une résistance de 100,00 ohms à 0 °C et une résistance de 138,51 ohms à 100 °C. Le coefficient de température peut ainsi être calculé de la manière suivante:

Nous obtenons un résultat de 0,003851/°C.
Ou en notation scientifique : 3,851 × 10-3 °C-1
Arrondi, cela correspond à une sonde Pt100 « 385 ».
Il s’agit aussi du coefficient de température spécifié dans la norme IEC 60751:2008.
Le coefficient de température d’une sonde dépend principalement de la pureté du platine utilisé pour fabriquer son fil. Plus le platine est pur, plus la valeur d’alpha sera élevée. De nos jours, ce n’est plus un problème d’obtenir du platine extrêmement pur. Pour fabriquer des sondes conformes à la courbe température/résistance de la norme IEC 60751, on doit donc additionner au platine pur certaines impuretés pour diminuer la valeur de son alpha à 3,851 × 10-3 °C-1.
La valeur alpha provient de l’époque où les températures de référence étaient le point de fusion (≈0 °C) et le point d’ébullition (≈100 °C) de l’eau. Ils sont d’ailleurs toujours utilisés pour définir le grade du fil de platine. Le point d’ébullition de l’eau constituant en fait un meilleur altimètre qu’un point de référence de température, il existe un autre moyen de définir la pureté d’un fil : c’est le rapport de résistance au point de fusion du gallium (29,7646 °C) qui est un point fixe défini dans l’échelle de température ITS-90. Le rapport de résistance est représenté par la lettre grecque rho minuscule: ρ (rho).
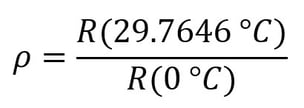
Ainsi une valeur classique de ρ pour une sonde « 385 » est 1,115817 alors que pour une sonde résistive platine de référence elle est de 1,11814. En pratique, le bon vieil alpha est dans
la plupart des cas le plus commode, mais rho peut aussi être communiqué.
Rapport température – résistance d’une Pt100 (385)
Le graphique ci-dessous montre que la résistance d’une Pt100 (385) dépend de la température:
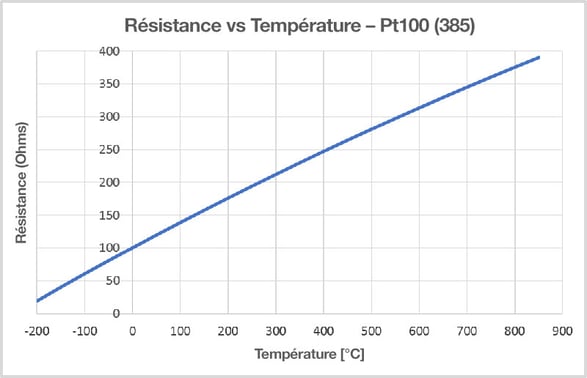
Comme on peut le voir sur le graphique, le rapport résistance – température d’une sonde Pt100 n’est pas représenté sous forme d’une droite, mais bien d’une courbe.
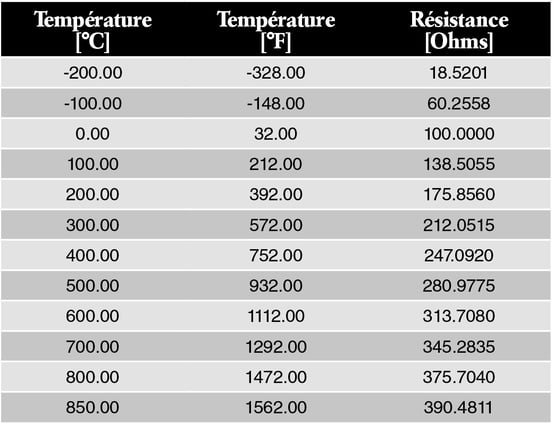
Le tableau ci-dessous montre les valeurs numériques de température versus résistance pour certains points d’une Pt100 (385):
Autres sondes Pt100 avec différents coefficients de température
La plupart des sondes sont normalisées, mais les normes varient d’un pays à l’autre. C’est aussi le cas pour les sondes Pt100. Au fil du temps, un certain nombre de normes différentes se sont imposées. Dans la plupart des cas, il n’y a qu’une très petite différence de coefficient de température.
À titre d’exemple, voici les normes paramétrées dans les calibrateurs de température BEAMEX:
• IEC 60751
• DIN 43760
• ASTM E 1137
• JIS C1604-1989 alpha 3916, JIS C 1604-1997
• SAMA RC21-4-1966
• GOCT 6651-84, GOST 6651-94
• Minco Table 16-9
• Courbe d’Edison #7
Assurez-vous que votre appareil de mesure soit bien compatible avec votre sonde Pt100
Un des avantages des capteurs Pt100 standards est que chaque sonde est conforme aux spécifications. Vous pouvez donc simplement les brancher dans votre appareil de mesure (ou calibrateur) il réalisera la mesure de température automatiquement conformément aux spécifications en vigueur (pour la sonde et l’appareil de mesure). De plus, au sein d’un procédé, les sondes doivent être échangeables sans étalonnage au moins en ce qui concerne les mesures les moins critiques. Cependant, il est toujours bon de vérifier les sondes à une température connue.
Ainsi, sachant que les différentes normes ont des spécifications différentes pour les sondes Pt100, il est important que votre appareil soit bien compatible (coefficient de température adapté) avec les sondes Pt100 que vous utilisez. Par exemple, si votre appareil de mesure n’est compatible qu’avec un alpha 385 et que vous utilisez une sonde dont l’alpha est 391, cela provoquera une erreur de mesure. Cette erreur est-elle significative ? Dans ce cas précis (385 vs 391), l’erreur serait approximativement de 1,5 °C à 100 °C. Ce qui, selon moi, est plutôt significatif. Bien évidemment, plus la différence entre les coefficients de température est petite, moins l’erreur sera conséquente.
Assurez-vous donc bien que votre appareil de mesure de sonde résistive soit compatible avec le capteur Pt100 que vous utilisez. La plupart du temps si le coefficient de température de la sonde Pt100 n’est pas précisé, il s’agit d’une sonde 385. À titre d’exemple, les communicateurs et calibrateurs Beamex MC6 sont compatibles avec les sondes Pt100 suivantes (coefficient de température entre parenthèses) conformément aux différentes normes en vigueur:
• Pt100 (375)
• Pt100 (385)
• Pt100 (389)
• Pt100 (391)
• Pt100 (3926)
• Pt100 (3923)
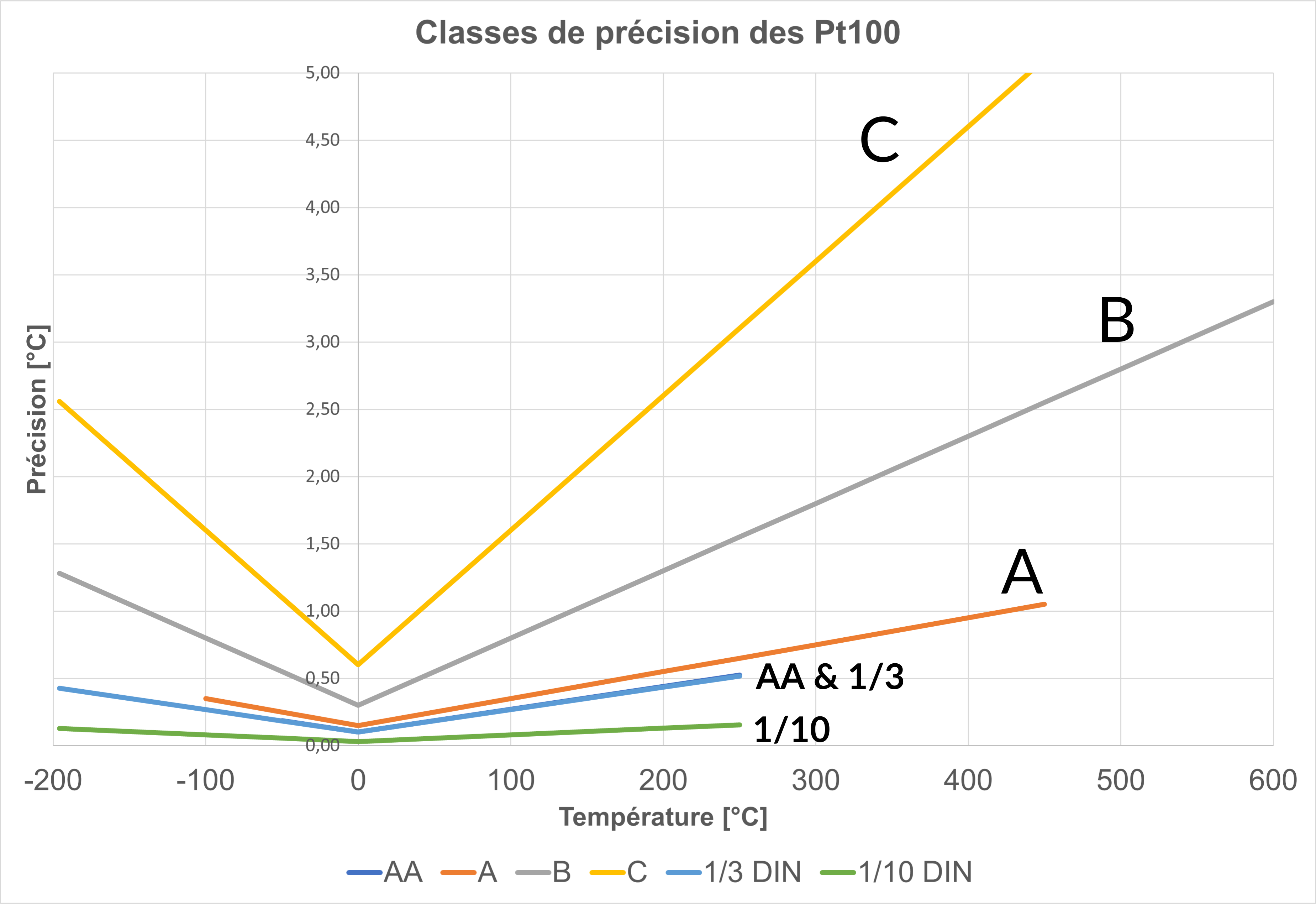
Classes de précision (tolérance) des Pt100
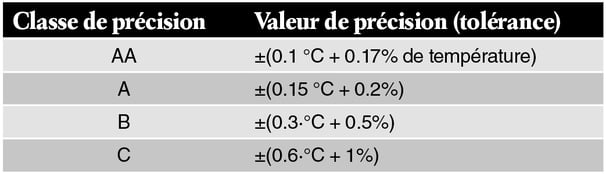
Les sondes Pt100 sont disponibles dans différentes classes de précisions. Les classes les plus courantes sont AA, A, B et C telles que définies dans la norme IEC 60751. En effet, les normes définissent une espèce de sonde Pt100 idéale à atteindre pour les fournisseurs. S’il était possible de fabriquer une sonde idéale, les classes de tolérance n’auraient pas lieu d’être.
Comme les sondes Pt100 ne peuvent pas être ajustées pour compenser les erreurs, il faut acheter une sonde dont la précision est compatible avec l’application pour laquelle vous comptez l’utiliser. Certains appareils de mesure peuvent corriger certaines erreurs de sonde pour certains coefficients, mais nous y reviendrons plus tard.
Précision pour les différentes classes de précision (conforme à IEC 60751:2022):
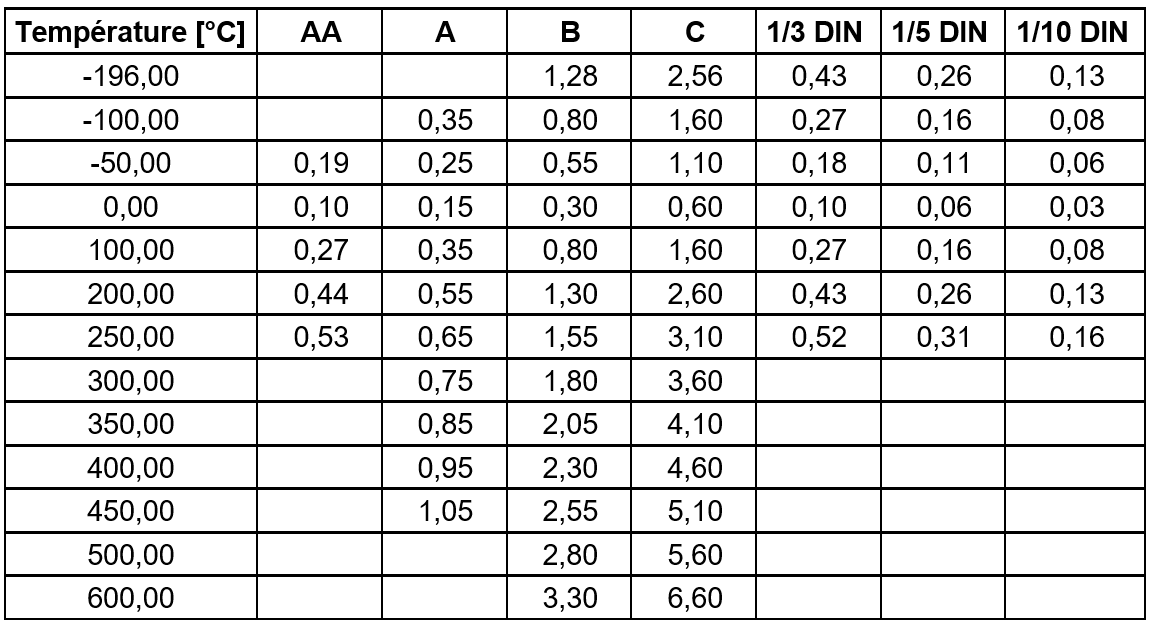
Il existe également des classes de précision dites 1/3, 1/5 et 1/10. Auparavant ces classes étaient normalisées comme, par exemple, dans la norme DIN 43760:1980-10 qui a été retirée en 1987, mais elles n'ont pas été définies dans la norme CEI 60751 ultérieure. Quoi qu'il en soit, la norme CEI 60751:2022 définit ces classes de précision à la section 5.2.3.3 (Marquage des thermomètres). La tolérance de ces sondes est basée sur la classe de précision B, mais la partie fixe (0,3°C) et la partie relative de l'erreur sont divisées par le nombre donné (3, 5 ou 10). Les classes de précision de ces sondes sont donc les suivantes :

De plus, un fabricant de sondes peut concevoir ses sondes avec leur propre classe de précision personnalisée.
Les formules ne permettant pas une bonne comparaison, la table ci-dessous présente les classes de précision calculées en température (°C) :
Le graphique ci-dessous présente la différence entre ces différentes classes de précisions :
Coefficients
Les classes de précision sont communément utilisées pour les sondes résistives industrielles, mais ne sont plus valables quand il s’agit de sondes résistives platine de référence plus précises (SPRT, étalons secondaires…). Ces sondes ont été conçues pour être d’aussi bons thermomètres que possible et pas pour correspondre à des courbes normalisées. Ce sont des sondes très précises avec une très bonne stabilité à long terme et une très faible hystérésis, mais chaque sonde est unique, elle aura donc un ratio température/résistance légèrement différent.
Ces sondes ne doivent pas être utilisées sans connaître le coefficient individuel de chacune d’entre elles. Il est possible de trouver des coefficients CvD génériques pour les SPRT, mais cela risque de gâcher les performances pour lesquelles vous avez payé. Si vous vous contentez de brancher une sonde résistive platine secondaire de 100 ohms (comme la RPRT de BEAMEX) dans un appareil de mesure dédié à une sonde Pt100 standard, vous obtiendrez une erreur de mesure pouvant aller de quelques degrés jusqu’à 10 °C. Dans certains cas, cela n’est pas nécessairement significatif, mais dans d’autres cela peut constituer la seule différence entre un médicament et une toxine.
Ainsi, ces sondes doivent toujours être utilisées avec le bon coefficient.
Comme nous l’avons déjà mentionné, les sondes résistives ne peuvent pas être « ajustées » pour mesurer correctement. Ainsi c’est à l’appareil de mesure (le calibrateur de température) utilisé de faire la correction.
De manière à déterminer ses coefficients, la sonde doit toujours être étalonnée de manière extrêmement précise. Ainsi, les coefficients de l’équation découlant de l’étalonnage peuvent être ajustés pour représenter le ratio résistance/ température de la sonde. L’utilisation des coefficients va corriger la mesure de la sonde et rendre la mesure extrêmement précise. Il y a différents types d’équations et de coefficients pour calculer la résistance d’une sonde en fonction de la température. Voici les plus répandus:
Callendar-van Dusen
- À la fin du XIXe siècle, Callendar a défini une simple équation quadratique décrivant la relation résistance/température pour le platine. Plus tard, van Dusen a découvert qu’il fallait ajouter un coefficient supplémentaire au-dessous de zéro. Cette équation est connue sous le nom de Callendar-van Dusen abrégée CvD. Pour les sondes alpha 385, elle est souvent aussi bonne que l’ITS-90, en particulier quand la plage de température n’est pas très étendue. Si votre certificat indique les coefficients R0, A, B, C, il s’agit des coefficients normalisés par la norme IEC 60751 selon l’équation CvD. Le coefficient C n’est utilisé qu’en dessous de 0 °C, il peut donc être absent si la sonde n’a pas été calibrée pour des températures négatives. Il est aussi possible de trouver les coefficients R0, α, δ et β. Ils correspondent à la forme historique de l’équation CvD toujours utilisée de nos jours. Bien que ce soit fondamentalement la même équation, sa forme écrite et ses coefficients s’avèrent différents.
ITS-90
- l’ITS-90 est une échelle de température et non une norme. L’équation Callendar-van Dusen a servi de base aux précédentes échelles établies en 1927, 1948 et 1968. Mais c’est bien l’ITS-90 qui a apporté les principales modifications significatives. L’ITS-90 doit être utilisée pour réaliser l’échelle de température des SPRT, mais elle peut aussi s’avérer plus intéressante que la CvD pour de nombreuses autres sondes résistives platine la plage de températures est étendue (plusieurs centaines de degrés). Si votre certificat indique des coefficients tels que RTPW ou R (0,01), a4, b4, a7, b7, c7, il s’agit des coefficients tirés des fonctions de déviation de l’ITS-90. Les documents de l’ITS-90 ne précisent pas de notations numériques pour les coefficients ou les plages. Ceux-ci sont présentés dans la note technique NIST 1265 « Guidelines for Realizing the International Temperature Scale of 1990 » largement adoptée depuis lors. Le nombre de coefficients est variable et les plages sont numérotées de 1 à 11.
Steinhart-Hart
- Si votre sonde est une thermistance, il se peut que votre certificat contienne des coefficients de Steinhart-Hart. Les thermistances étant non linéaires, l’équation est logarithmique. L’équation de Steinhart-Hart a largement remplacé les équations beta précédentes. Habituellement les coefficients A, B et C, mais aussi les coefficients D ou d’autres dépendent de la variante de l’équation. Les coefficients sont habituellement publiés par le fournisseur, mais ils peuvent être aussi ajustés.
Trouver les coefficients des sondes
Quand une sonde Pt100 est envoyée à un laboratoire pour étalonnage et ajustement, les points de calibration doivent être sélectionnés avec soin. Un point à 0 °C ou 0,01 °C est indispensable. La valeur elle-même est nécessaire pour les ajustements, mais de manière générale le point de fusion de la glace (0 °C) ou le triple point de l’eau (0,01 °C) sont aussi utilisés pour contrôler la stabilité de la sonde et sont mesurés à plusieurs reprises durant l’étalonnage. Le nombre minimum de points d’étalonnage est le même que le nombre de coefficients à ajuster. Par exemple, pour ajuster les coefficients de l’ITS-90 a4 et b4 au-dessous de zéro, au moins deux points d’étalonnage négatifs sont nécessaires pour résoudre les deux coefficients inconnus. Si le comportement de la sonde est bien connu du laboratoire, deux points pourraient suffire dans ce cas précis. Cependant, c’est toujours intéressant de mesurer plus de points que le strict minimum, car il n’y a pas d’autre moyen pour le certificat d’assurer comment se comporte la sonde entre les points d’étalonnage. Par exemple, un ajustement CvD pour des plages de températures étendues peut sembler très bon si vous n’avez que deux ou trois points d’étalonnage au-dessus de zéro, mais il peut comporter une erreur résiduelle systématique de plusieurs centièmes de degrés entre les points d’étalonnage que vous ne verrez pas. Ceci explique aussi pourquoi vous pouvez trouver différentes incertitudes d’étalonnage entre les ajustements CvD et ITS-90 pour une même sonde et aux mêmes points d’étalonnage. Les incertitudes des points mesurés ne sont pas différentes, mais les erreurs résiduelles des différents ajustements sont ajoutées à l’incertitude totale.
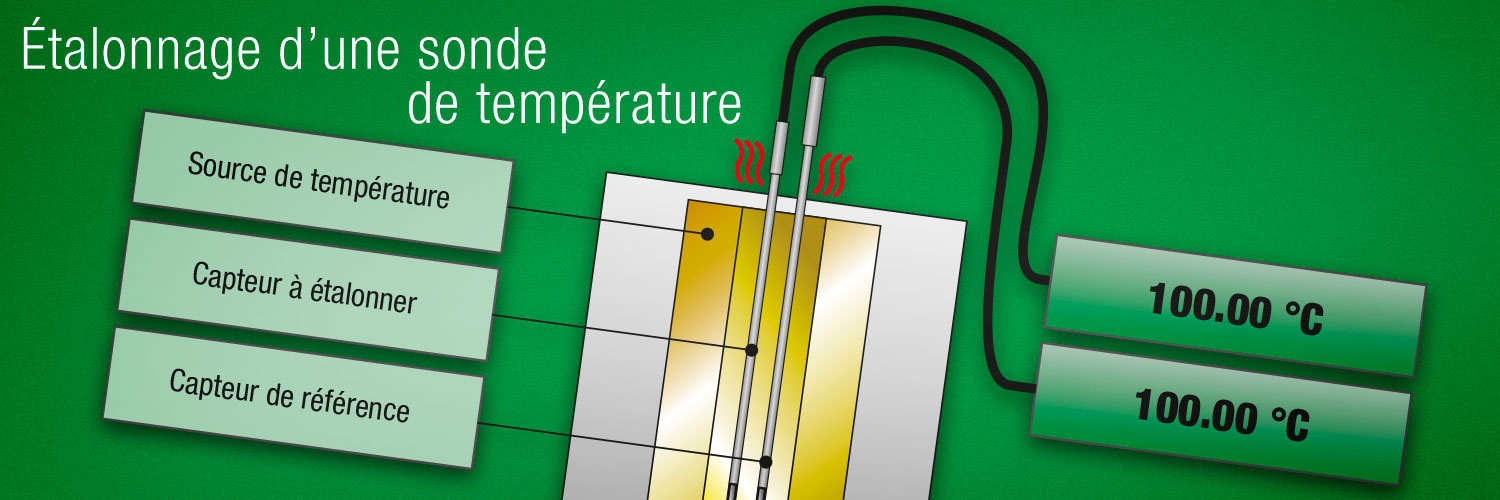
Découvrez notre gamme complète de solutions d’étalonnage en température pour vos sondes et capteurs.
Télécharger gratuitement cet article en cliquant sur l’image ci-dessous.


Orignial blog post: Pt100 temperature sensor - useful things to know
Published on: 17.04.2018
.png)
















Discussion