

Après de nombreuses années à travailler dans l’étalonnage d’instruments de procédés, je continue à être surpris que beaucoup de gens travaillant au quotidien avec des thermocouples connaissent aussi peu leur fonctionnement et notamment le principe de la soudure froide. Cela entraîne malheureusement des erreurs de mesure et d’étalonnage.
Dans cet article, nous allons donc nous pencher sur la soudure froide d’un thermocouple et la compensation de soudure froide. Cependant, avant de rentrer dans le vif du sujet, nous allons d’abord survoler la théorie du thermocouple et ses principes de fonctionnement. Nous n’allons pas rentrer dans les détails et allons nous contenter de considérations pratiques. En gros, le b.a.-ba de ce qu’il faut savoir quand on travaille avec des thermocouples appliqués à des procédés industriels.
Télécharger gratuitement cet article en cliquant sur l’image ci-dessous

Terminologie : Soudure froide ou jonction de référence
La « soudure froide » du thermocouple est parfois aussi appelée « jonction de référence ». Cependant, il semblerait que l’appellation « soudure froide » soit la plus courante en français, c’est donc celle qui sera privilégiée tout au long de ce texte.
Thermocouples
Les thermocouples font partie des capteurs de température les plus courants dans l’industrie. Leurs avantages certains les rendent largement utilisés. En effet, ils permettent notamment de mesurer des températures très élevées, beaucoup plus élevées que ce que peut mesurer une sonde résistive par exemple. Le thermocouple est aussi un capteur très robuste et casse peu facilement. Bien que les thermocouples ne soient pas aussi précis que les sondes résistives, ils le sont suffisamment pour un grand nombre d’applications. De plus, les thermocouples sont plutôt bon marché et leur circuit de mesure ne nécessite pas de courant d’excitation, au contraire des sondes résistives. De ce point de vue, ils sont donc plus faciles à réaliser. Il existe plusieurs types de thermocouples, chacun optimisé pour différentes applications.
Avec ses deux uniques fils, un thermocouple paraît la simplicité même. Qu’est-ce qui pourrait bien être compliqué là-dedans ?
Eh bien, les soudures justement. Aussi bien la soudure chaude que les soudures froides rendent le circuit plus compliqué qu’il n’y paraît. Je rentrerai plus en détail sur le problème posé par la soudure froide plus loin dans le texte. Commençons tout d’abord par quelques notions théoriques sur les thermocouples pour mieux appréhender leur mode de fonctionnement.
Comment fonctionne un thermocouple ?
Intéressons-nous au fonctionnement d’un thermocouple. Un thermocouple est constitué de 2 fils de matériaux conducteurs différents connectés ensemble à une de leurs extrémités (appelée « soudure chaude »). C’est cette partie avec laquelle la température sera mesurée.
C’est Thomas Johann Seebeck qui, en 1821, a découvert que le changement de température du point de contact entre les fils génère un courant thermo-électrique, causant l’apparition d’une tension faible entre les deux extrémités non connectées. La tension ainsi obtenue dépend d’une part de la température et d’autre part du type de matériau conducteur constituant les fils. Ce phénomène s’appelle l’effet Seebeck.
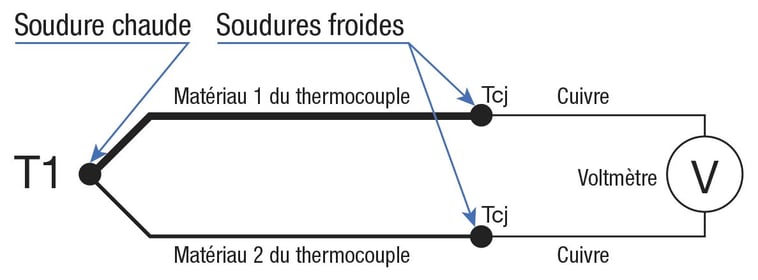
Graphique 1: Schéma simplifié d’un thermocouple
Dans l’image ci-dessus : Les matériaux 1 et 2 représentent les deux matériaux différents constituant le thermocouple. « T1 » est la soudure chaude du thermocouple, c’est-à-dire le point utilisé pour la mesure de température. Les deux « Tcj » correspondent quant à eux aux soudures froides.
L’explication ci-dessus est très simplifiée, car la tension thermique est en fait générée par les gradients de température le long des fils du thermocouple entre les soudures chaudes et froides. En réalité, ce ne sont pas les points de soudure qui génèrent la tension, mais bien les gradients de température tout au long du fil. Mais c’est plus simple à comprendre quand on dit que la tension thermique est générée aux soudures chaudes et froides. Dans ce papier, nous nous en tiendrons aux considérations pratiques et peut-être rentrerons-nous plus dans les détails scientifiques dans un prochain article.
Les types de thermocouples et leurs matériaux
Il existe un grand nombre de types de thermocouples fabriqués dans différents matériaux et alliages. Des matériaux différents vont entraîner une sensibilité différente et donc une tension générée différente à température égale. Cela influencera leurs caractéristiques comme la température maximale d’utilisation
par exemple. Certains types de thermocouples ont été standardisés et ont des noms précis en fonction des matériaux qui les constituent. Les noms sont pour la plupart très courts, souvent réduits à une seule lettre comme les types K, R, S, J, N, etc.
Ci-dessous, une liste des thermocouples les plus courants et leur composition:
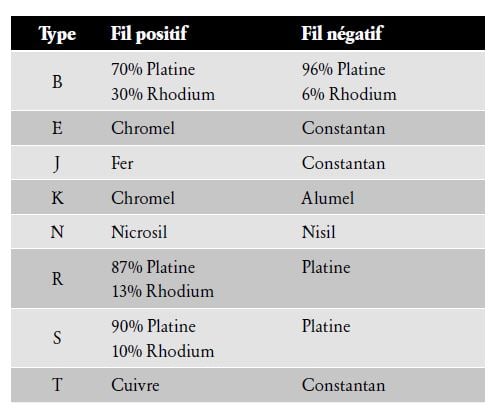
Couleur des fils
La bonne nouvelle c’est qu’il existe des codes couleurs pour différencier les types de thermocouples.
La mauvaise nouvelle c’est qu’ils sont différents d’une norme à l’autre et qu’elles sont nombreuses.
Les principales normes sont l’IEC60584-3 (Internationale) et l’ANSI (États-Unis), mais il existe aussi des normes spécifiques au Japon, en France, au Royaume-Uni, aux Pays- Bas, en Allemagne... En conséquence, c’est assez compliqué d’identifier le type de thermocouple par couleur.
La tension thermique du thermocouple
Les thermocouples étant constitués de matériaux différents, leur tension thermique est aussi différente comme illustré dans le graphique ci-dessous. On peut y voir qu’à température égale, la différence de tension entre thermocouples de types différents est importante.
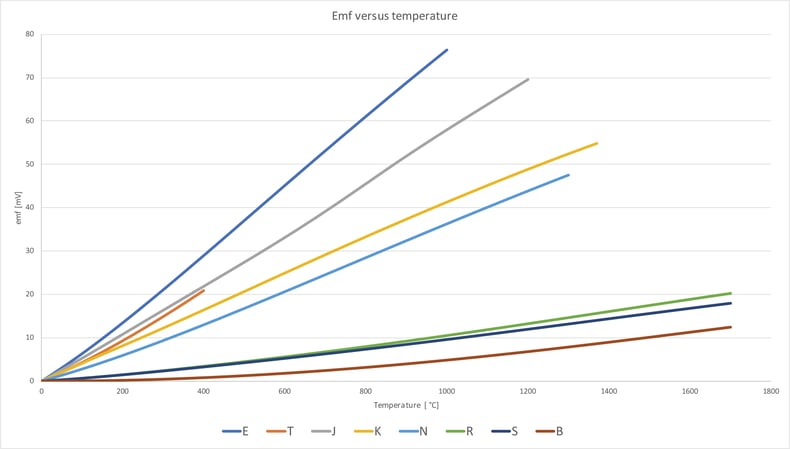
Graphique 2: Emf versus température
Ainsi, si vous voulez mesurer des températures basses, il est plus intéressant d’utiliser les types les plus sensibles, car ils produisent une tension plus élevée et donc facile à mesurer. En revanche, si vous voulez mesurer des températures élevées, choisissez plutôt des types moins sensibles adaptés aux hautes températures.
Le graphique ci-dessus illustre les sensibilités différentes entre les thermocouples. Ceci explique que les spécifications des calibrateurs proposent habituellement des précisions différentes en fonction des types de thermocouples mesurés. Un appareil de mesure, ou calibrateur, spécifie normalement sa tension en volts. Par exemple, sa précision peut être de 4 microvolts. Cette précision de 4 microvolts correspond donc à une précision de température différente en fonction du type de thermocouple considéré et de sa sensibilité.
Exemple d’appareil de mesure (calibrateur)
Prenons pour exemple deux extrêmes : les types E et B à une température de 200 °C. La sensibilité (coefficient Seebeck) du type E à 200 °C est d’environ 74 μV/°C, alors que celle d’un type B à 200 °C est d’environ 2 μV/°C. Il y a donc un coefficient 37 entre les deux types de thermocouples.
Ainsi, si votre calibrateur a une précision de 4 μV, cela correspond à environ 0,05 °C (4 μV divisés par 74 μV/°C) pour le type E à 200 °C et une précision de 2 °C (4 μV divisés par 2 μV/°C) pour le type B à 200 °C.
Cela explique qu’il y ait des spécifications de précisions aussi différentes pour les appareils de mesure/calibrateurs de thermocouple en fonction du type considéré.
Précision d’un calibrateur
Attention, soyez vigilants ! Si la fiche technique d’un calibrateur de température offre la même précision de température quel que soit le type de thermocouple, cela veut souvent dire que la fiche provient d’un département marketing et pas technique... ;-)
Ce n’est clairement pas très réaliste.
Normes
Certaines normes (par exemple l’AMS2750E) exigent la même précision, quel que soit le type de thermocouple. En pratique cela n’a pas beaucoup de sens, car la différence de sensibilité en fonction du type de thermocouple est énorme.
Coefficients Seebeck
Nous avons déjà mentionné le coeff icient Seebeck précédemment. Il représente la sensibilité du thermocouple,
c’est-à-dire la tension générée par le changement de température.
Le graphique ci-dessous représente les coefficients Seebeck pour différents types de thermocouples:
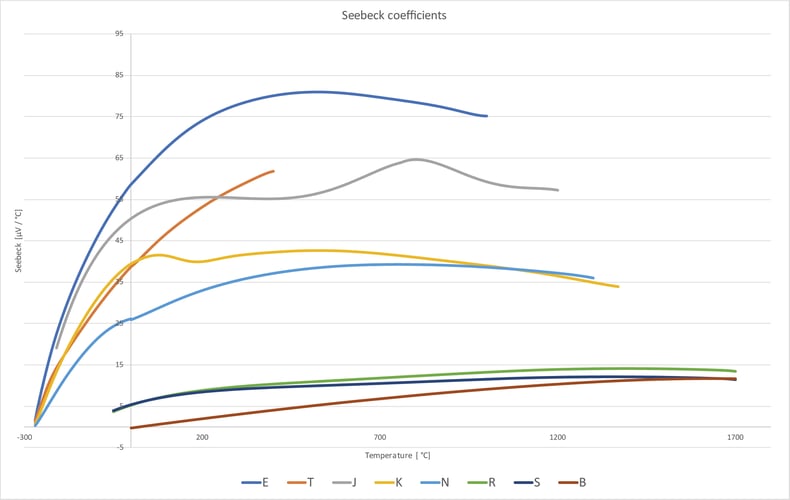
Graphique 3: Seebeck coefficient
Soudure froide
Précédemment, nous vous avons présenté un schéma simplifié du thermocouple montrant que la tension thermique était générée au niveau de la soudure chaude où les deux conducteurs différents sont connectés. La question que vous devriez alors vous poser est la suivante : mais qu’en est-il de l’autre extrémité des fils ?
En voilà une bonne question ! Merci de l’avoir posée... ;-)
Pour mesurer la tension d’un thermocouple, il vous suffit de connecter les deux extrémités libres à un multimètre, non ? En fait, non. Ce n’est pas si simple. Les connexions d’un multimètre sont souvent revêtues de cuivre ou d’or, soit des matériaux différents de ceux constituant le thermocouple: vous créez donc en fait deux nouveaux thermocouples au niveau des connexions du multimètre !
Une image valant mille mots, voici une illustration de la
situation:
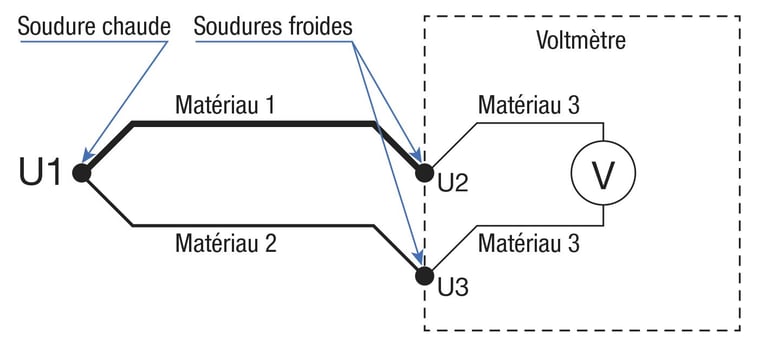
Graphique 4: Soudure froide
Sur l’image ci-dessus, les matériaux 1 et 2 sont ceux constituant le thermocouple. La « soudure chaude » est le point où ils sont soudés entre eux et celui auquel on mesure la température du procédé : c’est là que la tension U1 est générée. Or c’est bien U1 qu’on veut mesurer. Aux points de « soudure froide », le thermocouple est connecté au voltmètre, constitué lui-même d’un matériau différent, le matériau 3. Au niveau de ces connexions sont générées les tensions U2 et U3. Nous ne voulons pas mesurer U2 et U3, il faut donc trouver un moyen de s’en débarrasser ou de les compenser.
Comme on peut le voir sur le schéma ci-dessus, on mesure en fait la tension de 3 thermocouples connectés en série. À l’évidence, on ne veut mesurer que la tension/température de la soudure chaude et pas celle des deux autres.
Alors comment procède-t-on ?
On doit éliminer ou compenser les thermocouples créés aux soudures froides. Il y a plusieurs manières d’y arriver. Passonsles en revue.
Méthodes de compensation de soudure froide
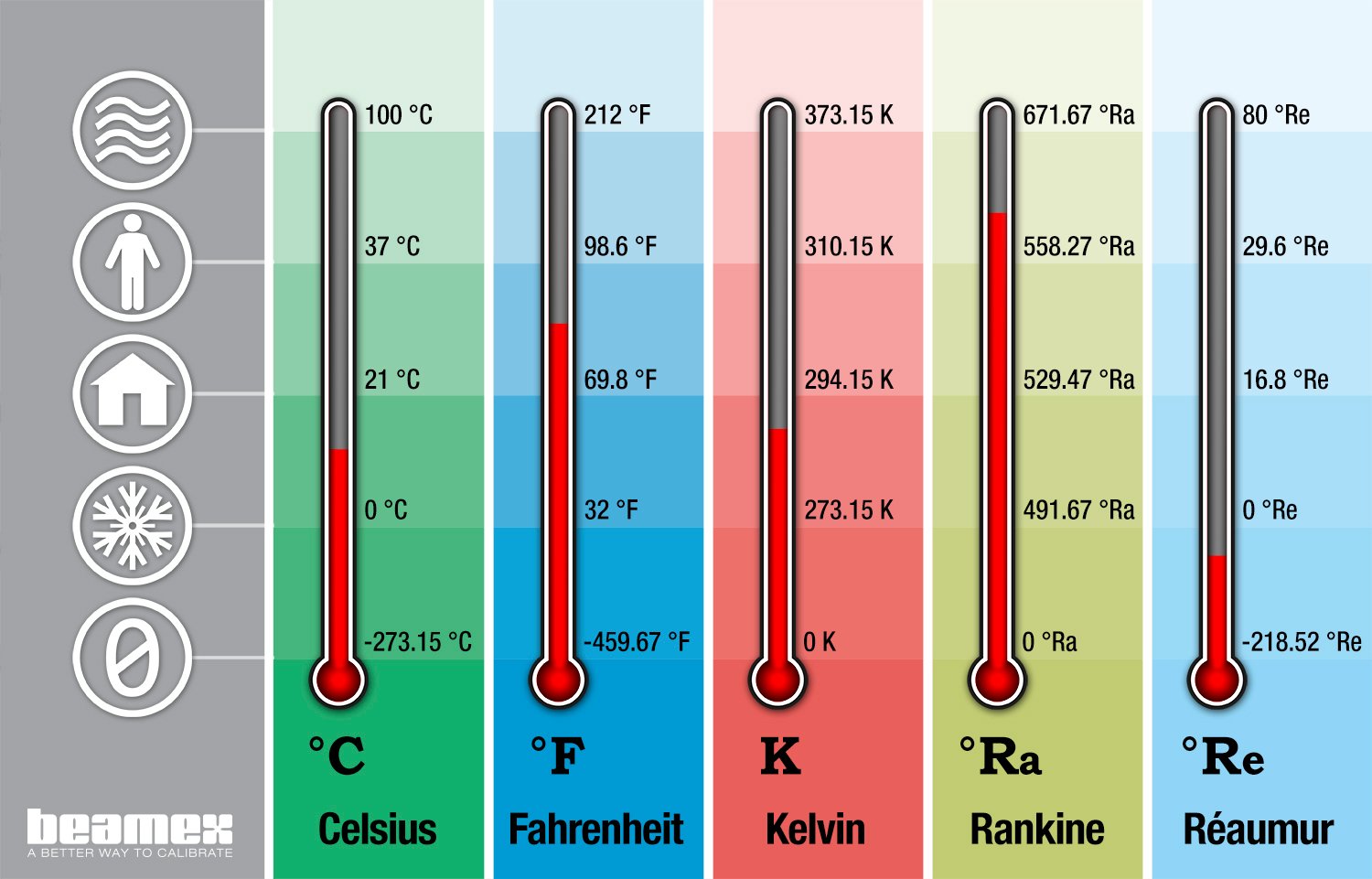
1. Soudure froide dans un bain d’eau glacée
De par sa nature même, une soudure de thermocouple ne génère pas de tension thermique à 0 °C (32 °F).
On pourrait donc réaliser la soudure froide à cette température, dans un bain d’eau glacée ou dans un four d’étalonnage précis. Si on connecte les fils du thermocouple à des fils en cuivre dans un bain d’eau glacée, alors cette connexion ne générera pas de tension. Et on n’aurait plus du tout à se préoccuper de la soudure froide.
Attention cependant à bien isoler électriquement les connexions de l’eau du bain d’eau glacée pour éviter que des courants de fuite n’entraînent des erreurs ou que de la corrosion se développe.
Cette méthode est très précise et utilisée couramment en laboratoire d’étalonnage. Cependant, elle n’est pas très pratique à mettre en application dans un environnement industriel, c’est pourquoi elle est peu utilisée en usine.
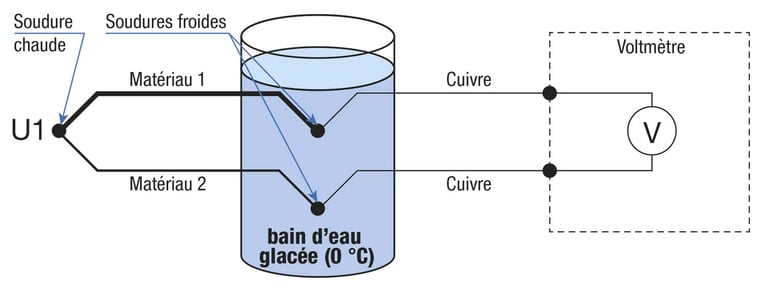
Graphique 5: Soudure froide dans un bain d’eau glacée
Exemple:
Un thermocouple de type N est connecté comme sur le schéma. Le voltmètre mesure 20 808 μV. Quelle est la température mesurée ?
E = EN(tU1) – EN(tr)
Où:
• E = tension mesurée = 20808 μV
• EN(tU1) = tension générée à la soudure chaude
• EN(tr) = tension générée à la soudure froide = 0 μV (IEC 60584 type N, 0 °C)
• EN(tU1) = E + EN(tr) = 20808 μV + 0 μV = 20808 μV = 605 °C (IEC 60584 type N, 20808 μV)
La température est donc de 605 °C.
2.Soudure froide à une température fixe connue
Le bain d’eau glacée n’étant pas pratique, vous pouvez réaliser la connexion de soudure froide à une autre température fixe connue. Vous pouvez utiliser pour cela un petit boîtier de connexion à température contrôlée maintenant l’intérieur à une certaine température. En règle générale, la température en question est plus élevée que la température ambiante, la boîte doit donc être chauffée et non refroidie.
Quand vous connaissez la température à laquelle se trouve votre soudure froide et que vous connaissez votre type de thermocouple, vous pouvez alors compenser la tension de la soudure froide.
De nombreux instruments de mesure ou calibrateurs de température offrent la possibilité d’entrer la température de soudure froide et calculent automatiquement la compensation à votre place.
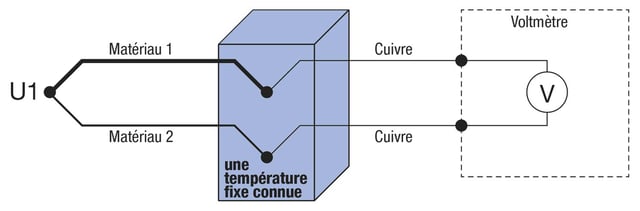
Graphique 6: Soudure froide à une température fixe connue
Exemple:
Un thermocouple de type N est connecté comme sur le schéma. Le voltmètre mesure 19 880 μV. La température de la soudure froide est de 35 °C. Quelle est la température mesurée ?
E = EN(tU1) – EN(tr)
Où:
• E = tension mesurée = 19880 μV
• EN(tU1) = tension générée à la soudure chaude
• EN(tr) = tension générée à la soudure froide = 928 μV (IEC 60584 type N, 35 °C)
• EN(tU1) = E + EN(tr) = 19880 μV + 928 μV = 20808 μV = 605 °C (IEC 60584 type N, 20808 μV)
La température mesurée est donc de 605 °C.
Remarque : les calculs de thermocouple doivent toujours être faits en volts. Une erreur récurrente consiste à utiliser les tables pour convertir directement la tension mesurée en température et d’y ajouter la température de soudure froide. Dans ce cas-là, selon la norme IEC 60584, la température correspondant à une mesure de 19 880 μV est de 581,2 °C.
Calculer en utilisant les valeurs de température donnerait donc 581,2 °C + 35 °C = 616,2 °C. L’erreur obtenue est de +11,2 °C.
3.Mesure de température de la soudure froide
Si vous n’ajustez pas la température de la soudure froide comme expliqué précédemment, vous pouvez quand même mesurer la température de la soudure froide avec une sonde de température. Vous pouvez alors compenser l’effet de soudure froide. Cependant, la compensation est un petit peu plus difficile à réaliser, car vous devez mesurer la température de la soudure froide en continu et calculer la compensation en fonction du type de thermocouple pour connaître l’effet de la soudure froide sur la mesure.
Heureusement, de nombreux calibrateurs de température offrent la possibilité de mesurer la température de soudure froide avec une sonde de température et calculent automatiquement la compensation.
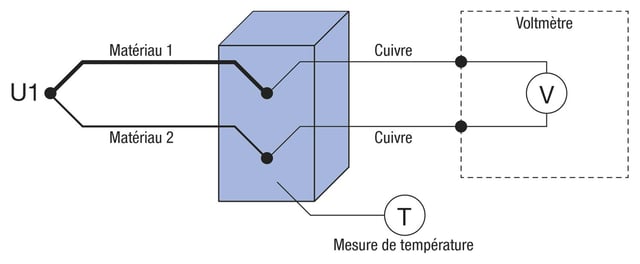
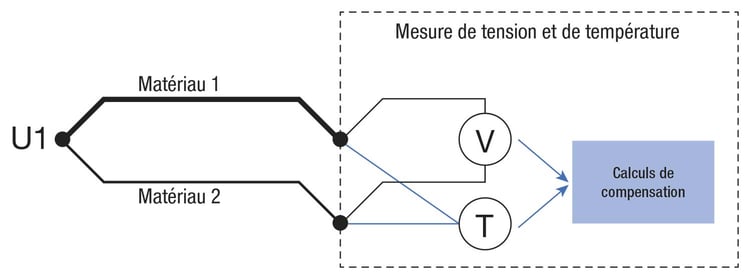
Graphique 7: Mesure de la température de la soudure froide
4. Compensation automatique en ligne de l’appareil de mesure.
Comme mentionné plus haut, l’exemple précédent est compliqué, car vous devez calculer la compensation en continu. Mais vous pouvez aussi laisser votre instrument de mesure la calculer automatiquement à votre place. L’appareil de mesure (que ce soit un transmetteur, une carte d’acquisition de la supervision ou un calibrateur de température) peut mesurer la température de la soudure froide en continu et réaliser une compensation en ligne de l’erreur induite par la soudure froide. Vu que vous aurez renseigné le type de thermocouple dans le menu de votre appareil de mesure, celuici pourra compenser automatiquement et en continu.
Cette méthode est naturellement la plus simple et la plus pratique pour compenser la soudure froide dans des conditions réelles de mesure et d’étalonnage, car vous n’avez alors pas besoin de vous préoccuper de la soudure froide et laissez l’équipement s’en occuper. Il vous suffit de brancher les fils du thermocouple dans l’instrument.
Les calibrateurs de température BEAMEX offrent aussi ce type de compensation automatique.
Graphique 8: Compensation automatique en ligne de l’appareil de mesure
Télécharger gratuitement cet article en cliquant sur l’image ci-dessous
Produits Beamex concernés
Plusieurs calibrateurs de température Beamex supportent les méthodes de compensation de soudure froide mentionnées ci-dessus.
Découvrez notre gamme complète de solutions d’étalonnage en température pour vos sondes et capteurs.
Par exemple, jetez un coup d’œil au calibrateur Beamex MC6. Le MC6 dispose d’une compensation automatique interne de la soudure froide. Il dispose également d’un port de mesure universel permettant de relier tous les types de thermocouple, quelle que soit la méthode de connexion.

Original post: Thermocouple Cold (Reference) Junction Compensation
Published: September 19, 2017


















Discussion