
Dans ce livre blanc, nous allons nous intéresser à la norme AMS2750E avec une attention toute particulière portée aux exigences d’exactitude et d’étalonnage pour les équipements de test.
La norme AMS2750E est principalement dédiée au traitement thermique dans les industries aéronautiques et aérospatiales. C’est un procédé clé pour de nombreuses pièces critiques dans l’aviation. C’est logique qu’il y ait donc des régulations draconiennes et des processus d’audit mis en place.
Bien que les résultats d’autres procédés industriels puissent être mesurés facilement a posteriori, ce n’est pas le cas pour les procédés de traitement thermique. Ainsi une documentation et un contrôle strict de ceux-ci sont essentiels pour assurer la qualité des produits finis.
Télécharger gratuitement cet article en cliquant sur l’image ci-dessous

Norme AMS2750
Comme mentionné précédemment, la norme AMS2750E concerne les traitements thermiques. L’abréviation AMS signifie « Aerospace Materials Specifications ». Cette norme est publiée par la SAE Aerospace, filiale de SAE International Group. La première version de cette norme date de 1980. Elle fut modifiée plusieurs fois : les versions A et B en 1987, la C en 1990 et la D en 2005. La version actuelle de la norme AMS2750E a été publiée en 2012.
Cette norme a été développée initialement pour fournir des spécifications cohérentes au traitement thermique tout au long de la chaîne de fabrication dans l’industrie aéronautique. La mise en application de cette norme est auditée par le PRI (Performance Review Institute) pour le compte du Nadcap (National Aerospace and Defense Contractors Accreditation Program). Avant la mise en place du Nadcap, chaque entreprise du domaine aéronautique auditait séparément ses propres fournisseurs, occasionnant beaucoup de redondances inutiles. En 1990 le PRI fut créé pour gérer le programme Nadcap.
Périmètre de l’AMS2750E
D’après la norme elle-même, le périmètre couvert par l’AMS2750E est le suivant :
« Cette spécification couvre les exigences pyrométriques (de haute température) pour le matériel de procédés thermiques utilisés dans le traitement thermique. Cela englobe les capteurs de température, l’instrumentation, les équipements procédés, les “system accuracy tests” (SAT) et les “temperature uniformity surveys” (TUS). Ceux ci sont nécessaires pour s’assurer que les composants ou les matières premières subissent un traitement thermique conforme avec la ou les spécifications applicables. »
Pourquoi le traitement thermique en particulier ?
Dans certains procédés industriels, il est relativement facile de mesurer et de vérifier la qualité des produits finis et de juger si celui-ci est conforme aux spécifications après la fin de la transformation. Il suffit de simplement l’analyser pour voir s’il est conforme ou pas. Dans d’autres procédés où ce n’est pas possible, facile ou aisé de mesurer la qualité du produit fini, vous devez avoir un contrôle strict et une documentation des conditions du procédé de façon à vous assurer que le produit final répond à toutes les attentes.
Le traitement thermique nécessite un contrôle drastique de façon à vous assurer que vous obtiendrez un produit final conforme, en particulier quand celui-ci va être utilisé par l’industrie aéronautique ou aérospatiale.
À qui est-elle destinée ?
La norme AMS2750E est principalement destinée aux industries aéronautiques et aérospatiales. Cependant, les mêmes normes et techniques de traitement peuvent être utilisées dans n’importe quelle industrie nécessitant un contrôle du procédé thermique de ses matières premières et de ses composants manufacturés comme l’automobile, le ferroviaire ou encore la production industrielle.
Qu’en est-il du CQI-9 ?
Le CQI-9 est un ensemble de spécifications dédiées au traitement thermique relativement similaires, principalement à destination de l’industrie automobile. La première édition du CQI-9 date de 2006. Le CQI-9 « Heat Treatment System Assessment » est une méthode d’autodiagnostic des systèmes de traitement thermique publié par l’AIAG (Automotive Industry Action Group). Nous vous donnerons plus de détails sur le CQI-9 dans un prochain article.
Les instruments de mesure et l’étalonnage
Intéressons-nous maintenant à ce que dit l’AMS2750E à propos des instruments de mesure (calibrateurs). Un étalonnage traçable des différents niveaux d’instrumentation est nécessaire. Les étalons de plus haut niveau sont habituellement étalonnés dans des laboratoires de métrologie indépendants. Les mesures de procédé sont, quant à elles, étalonnées en interne en utilisant « l’instrumentation de terrain ».
La traçabilité est souvent décrite comme une pyramide ou comme une chaîne :
La pyramide de traçabilité :
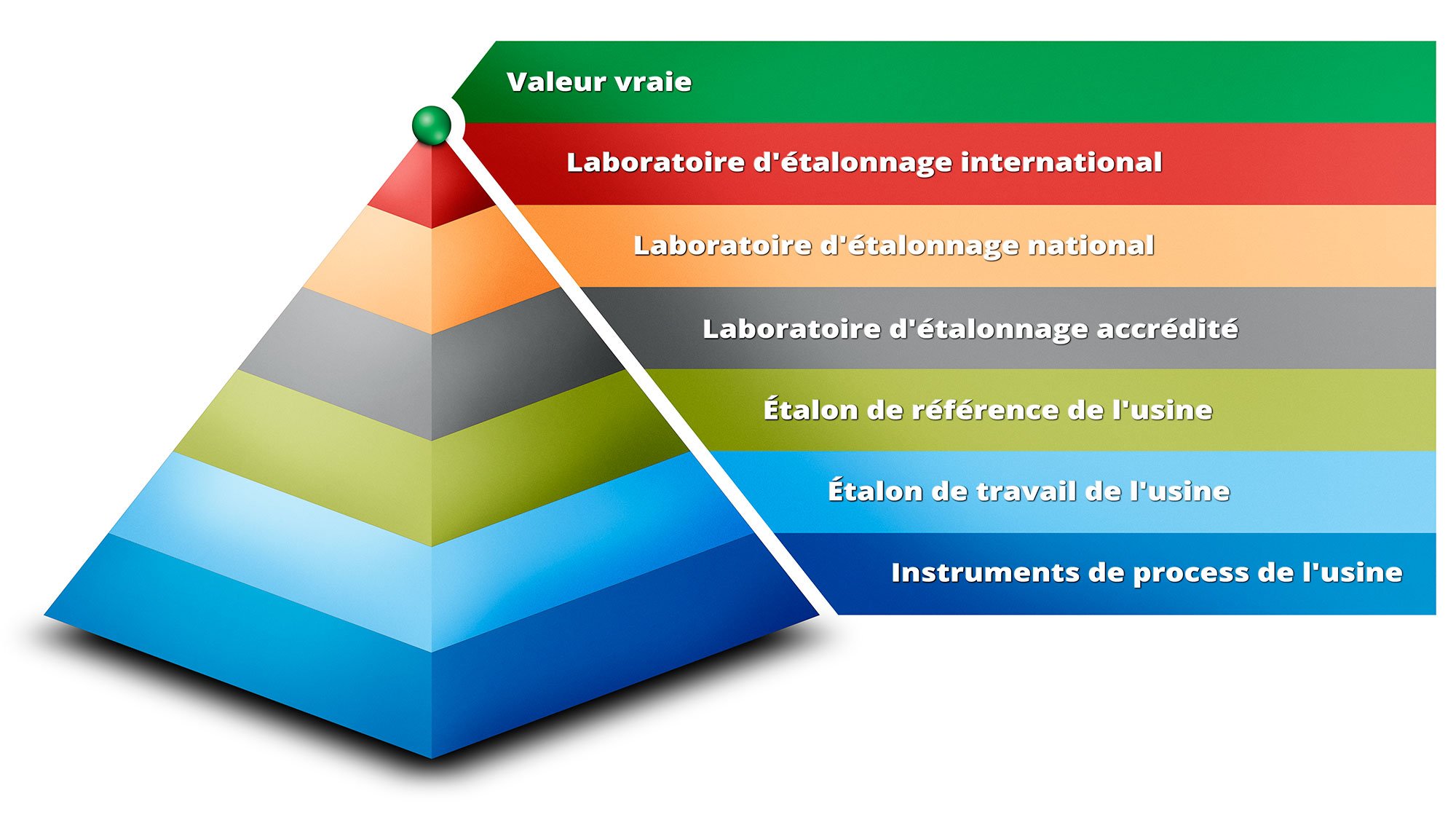
La chaîne de traçabilité :

Si vous désirez en apprendre davantage sur la traçabilité en métrologie, nous vous invitons à lire l’article suivant :
Le magique “Tableau 3"
Dans le tableau 3 de la norme AMS2750E se trouvent différentes spécifications pour les étalons et les calibrateurs de test. Les différents
niveaux d’instrumentation sont classés de la manière suivante :
• Étalon de référence
• Étalon primaire
• Instruments d’étalonnage secondaire
• Batterie étalon secondaire
• Instrument de terrain
• Instruments de régulation, de suivi et d’enregistrement
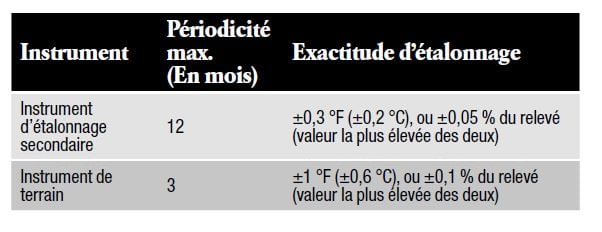
Pour chaque classe d’instrumentation, il y a des spécifications pour la périodicité et l’exactitude de l’étalonnage. Les calibrateurs ou instruments d’étalonnage évoquent typiquement un usage en tant qu’« instruments de terrain » ou éventuellement comme « instruments d’étalonnage secondaire ».
Instrument d’étalonnage secondaire
Limité à l’étalonnage en laboratoire d’instruments de terrain, aux capteurs de SAT, aux capteurs de TUS, aux cellules de charge et aux capteurs de régulation, de suivi et d’enregistrement.
Les instruments de terrain
Ils servent à la calibration des instruments de régulation, de suivi et d’enregistrement, à faire les SAT et les TUS.
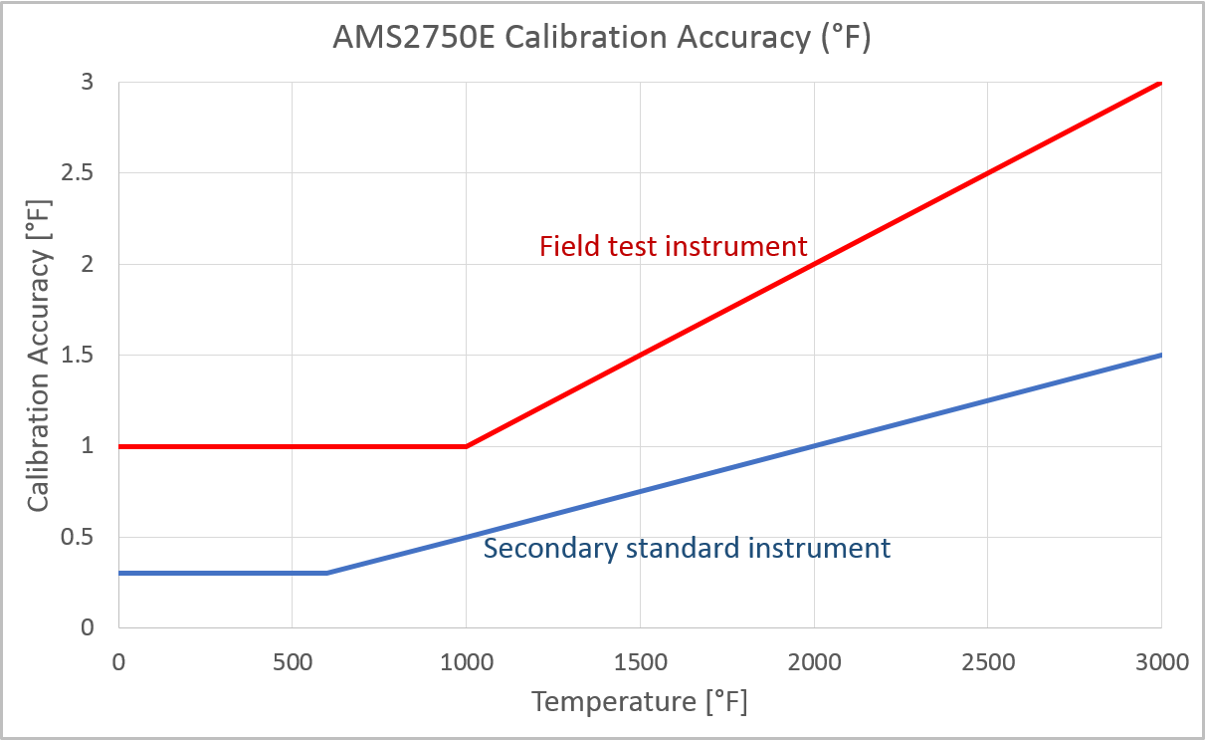
Les exigences d’exactitude de l’AMS2750E
Cette norme spécifie aussi les périodicités d’étalonnage et les exigences d’exactitude pour les différents niveaux d’instrumentation :
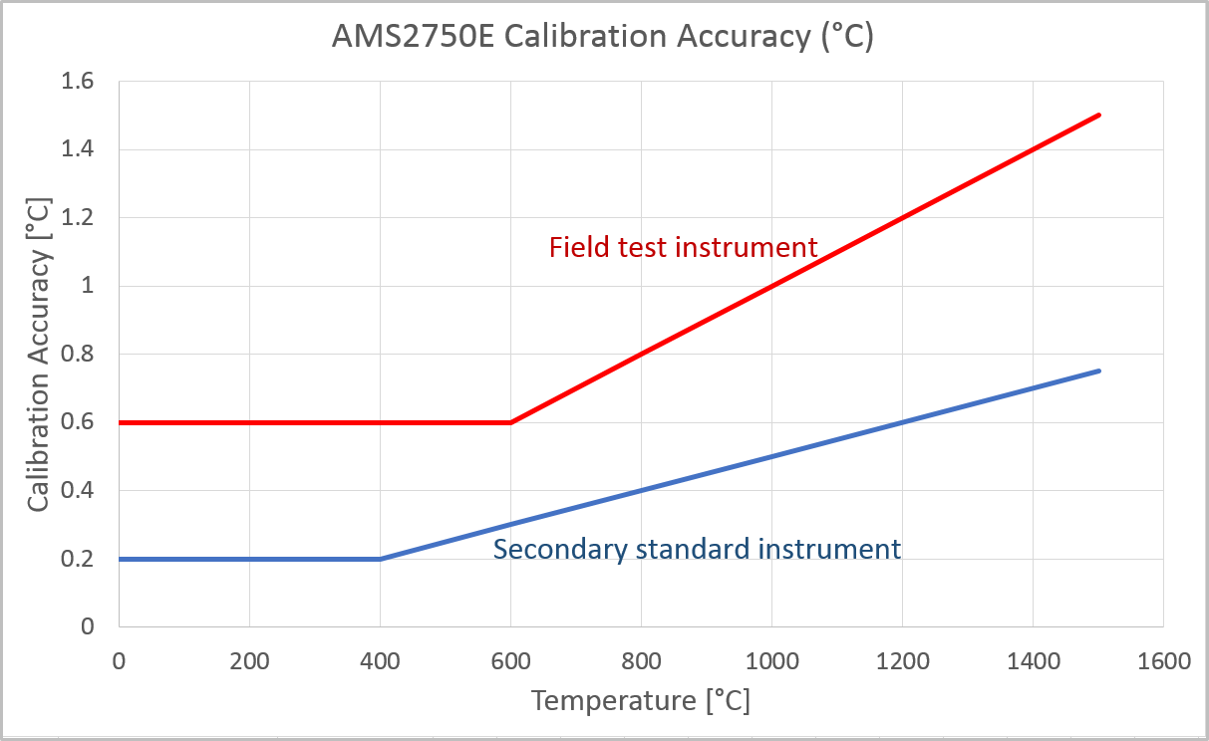
Avoir un support visuel aide souvent à la compréhension, vous trouverez donc ci-dessous la précision d’étalonnage (Calibration Accuracy) requise pour les « instruments de terrain » (Field test instrument) et les « instruments d’étalonnage secondaire » (Secondary standard instrument) sous forme de graphique. De plus, sachant que les degrés centigrades et les degrés Fahrenheit se comportent différemment vous trouverez ci-dessous un graphique pour chacun.
Incohérence entre différents types de thermocouples et leur exactitude
La norme AMS2750E spécifie l’utilisation de différents types de thermocouples pour différents usages. Ainsi, les types B, R, et S sont listés pour des usages plus exigeants que les types J, E, K, N, T.
Cependant, la norme stipule les mêmes spécifications d’exactitude quel que soit le type de thermocouple. C’est d’ailleurs relativement étonnant, car chaque type de thermocouple a sa sensibilité propre.
Dans les faits, un instrument de terrain (calibrateur) dispose habituellement de spécifications en millivolts. Quand cette précision en millivolts est convertie en température, le calibrateur aura alors des spécifications différentes en fonction du type de thermocouple utilisé. Certains types de thermocouples ont une sensibilité très faible (la tension change très peu en fonction de la température), particulièrement dans la fourchette basse.
Prenons un exemple. La spécification électrique d’un calibrateur est de 4 μV à 0 V. Pour un thermocouple de type K, ces 4 μV sont équivalents à une température de 0,1 °C (0,2 °F). En revanche pour un type S, cela équivaut à 0,7 °C (1,3 °F) et pour un type B à quasiment 2 °C (3,6 °F). Ainsi, les spécifications de précision des calibrateurs devraient être différentes en fonction du type de thermocouple utilisé.
Le graphique ci-dessous illustre les différentes sensibilités des types de thermocouples :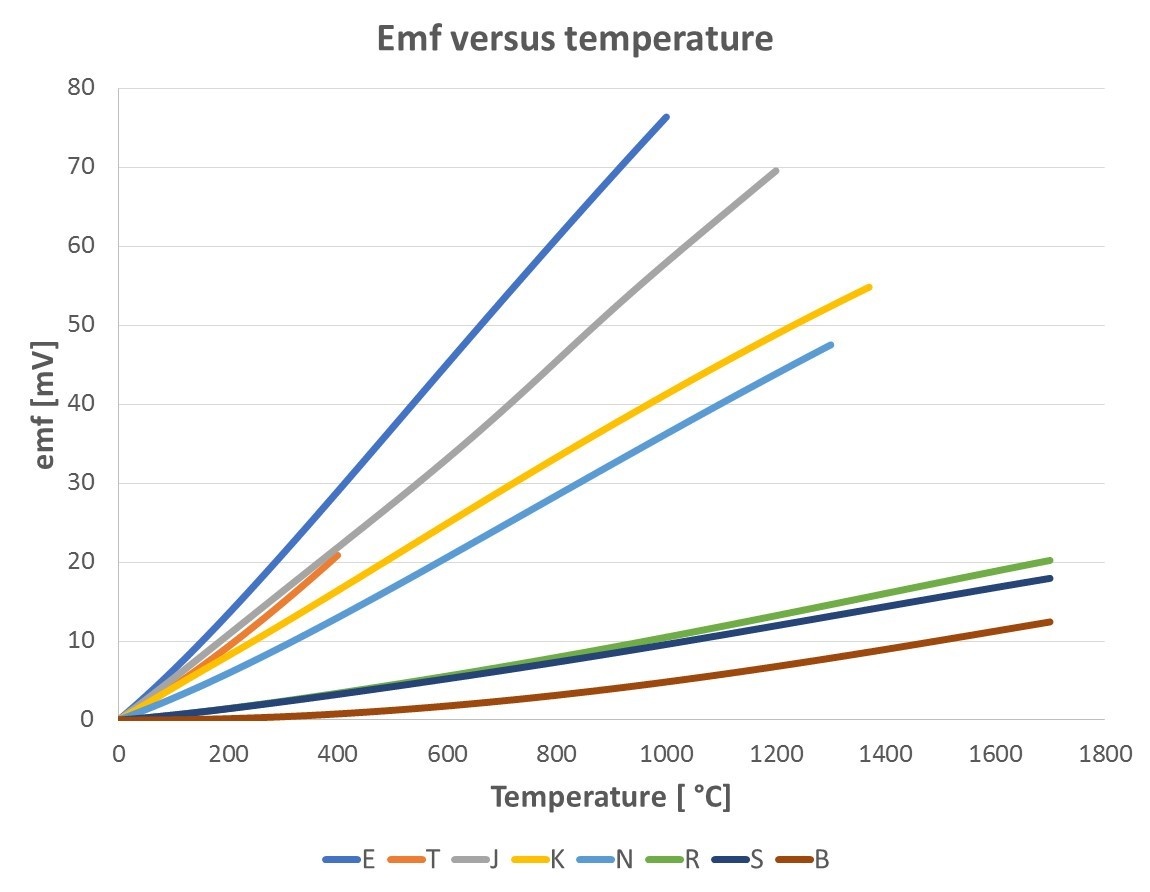
Pour en savoir plus à propos des différents types de thermocouples et de la compensation de soudure froide, nous vous invitons à lire cet article :
Résumé du contenu de la norme AMS2750E
Intéressons-nous maintenant au contenu de la norme AMS2750E et discutons plus en détail quelques points clés. La norme AMS2750E débute par les deux chapitres suivants:
- Périmètre
- Documents applicables
Le chapitre 3 « Exigences techniques » inclut les points suivants (discutés en détail plus loin dans le texte) :
3.1 Capteurs de température3.2 Instrumentation
3.3 Équipements de procédés thermiques
3.4 System Accuracy Tests (SAT)
3.5 Furnace Temperature Uniformity Survey (TUS)
3.6 Fours de laboratoire
3.7 Rapports
3.8 Arrondis
Les dernières sections sont :
4. Clauses d’assurance qualité
5. Préparation pour le compte rendu
6. Remerciements
7. Refus
8. Remarques
3.1 Capteurs de température
La section 3.1 s’intéresse aux capteurs de température. Les points clés de cette section sont les suivants :
- La norme AMS2750E spécifie quels thermocouples doivent être utilisés ainsi que les types de câblage des capteurs.
- La norme de conversion de tension à température à utiliser (ASTM E 230 ou une autre norme nationale).
- Des facteurs de correction peuvent être utilisés pour compenser les erreurs d’étalonnage.
- La gamme de température pour les capteurs utilisés.
- La possibilité d’utiliser des transmetteurs sans fil.
- Le contenu des certificats d’étalonnage des capteurs.
- La longueur maximale de câblage/fil pour un capteur.
- Le nombre maximum usuel de thermocouples à différentes températures.
- Les types de thermocouples à utiliser et pour quel usage (étalonnage primaire, étalonnage secondaire, TUS, SAT, installation, capteur de charge), les périodicités d’étalonnage et les erreurs maximum permises.
3.2 Instrumentation
La section 3.2 couvre l’instrumentation utilisée avec les capteurs. Cela inclut la régulation, le suivi, l’enregistrement, l’étalonnage, l’instrumentation…
- L’étalonnage des instruments doit être traçable.
- La résolution minimum des instruments de test (1 °F ou 1 °C).
- Les spécifications pour la documentation dématérialisée.
- Le contenu de l’étiquette d’étalonnage:
- Date, date d’échéance, réalisé par, limitations éventuelles.
- Le contenu du relevé d’étalonnage :
- Identification de l’instrument, marque et modèle, normes utilisées, méthode d’étalonnage, exactitude requise, données avant et après pour chaque point d’étalonnage, offset, avant/après, sensibilité, état accepté/rejeté, toute restriction ou limitation, la date de l’étalonnage, la date d’échéance, qui a réalisé l’étalonnage, la société qui l’a réalisé, la signature, l’approbation du service qualité.
3.3 Équipements de procédés thermiques
La section 3.3 s’intéresse à la classification des fours et aux exigences d’homogénéité de température pour chaque classe. Cela s’étend de la classe 1, qui nécessite une température uniforme à ±3 °C (±5 °F), à la classe 6, qui tolère quant à elle ± 28 °C (± 50 °F).
3.4 System accuracy test - SAT
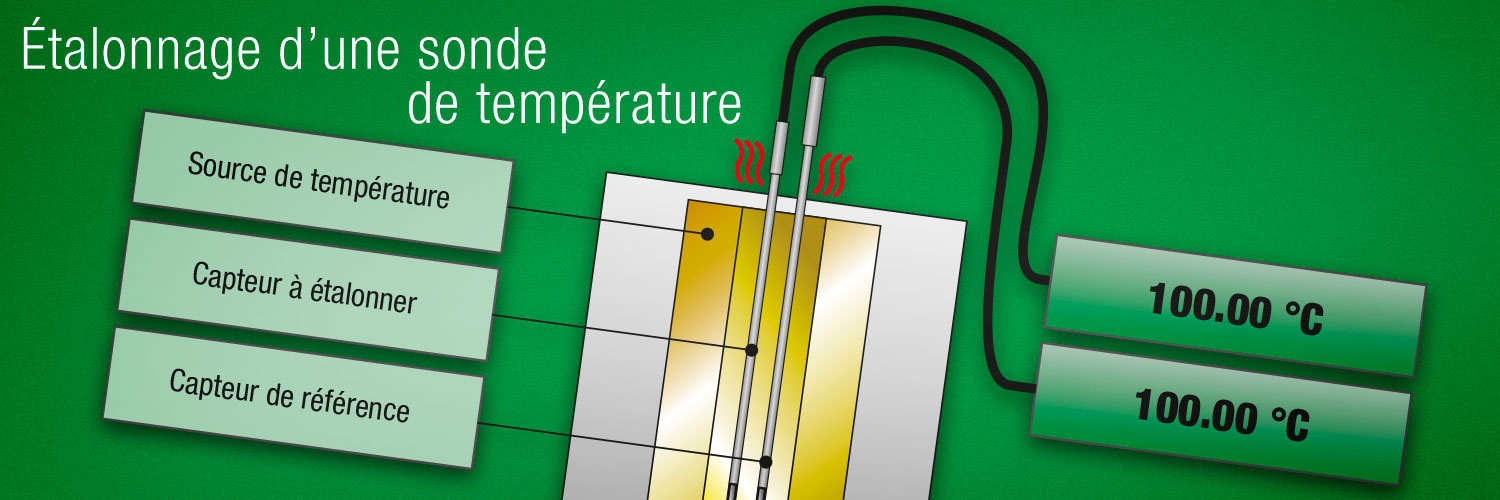
La section 3.4 s’intéresse aux contrôles de précision de lecture (System Accuracy Tests, abrégés SAT). Le SAT est un test qui consiste à étalonner sur site toute la boucle de mesures (instrument, câble de liaison, capteur) à l’aide du matériel d’étalonnage approprié. La procédure typique consiste à placer un thermocouple de référence proche du thermocouple à étalonner et à comparer les relevés de la boucle de mesures à celle de référence.
Ces tests doivent être réalisés avec un « instrument de terrain » tel que décrit dans le tableau 3 de la norme. Ils doivent être réalisés périodiquement ou après toute maintenance. L’intervalle entre deux SAT dépend de la classe d’équipement et du type d’instrumentation.
Le rapport de test SAT doit inclure :
- L’identification du capteur étalonné
- L’identification du capteur de référence
- L’identification de l’instrument de test
- La date et l’heure
- Les valeurs de consigne
- Le relevé des données du four testé
- Le relevé des instruments de test
- Les facteurs de correction des capteurs de tests
- Le relevé corrigé des instruments de test
- La différence d’exactitude calculée du système
- L’indication d’acceptation ou de refus
- Qui a réalisé le test
- Sa signature
- L’approbation du service qualité
3.5 Temperature uniformity surveys - TUS
La section 3.5 concerne le « temperature uniformity survey » abrégé TUS. Le TUS consiste à tester l’homogénéité de la température dans l’espace utile du four dans les conditions opérationnelles testées. Un premier TUS doit être réalisé pour tout nouveau four ou pour tout four modifié (la norme fournit une liste d’exemples de modifications) ou réparé. Par la suite, il doit être réalisé périodiquement selon la norme. Pour des fours fonctionnant dans plusieurs plages de travail, un TUS doit être réalisé dans chaque plage.
La norme AMS2750E comporte de nombreuses spécifications détaillées pour le test TUS.
Le rapport de test doit inclure :
- L’identification du four
- Les températures relevées
- L’emplacement du capteur et son identification, incluant des diagrammes détaillés
- L’heure et les relevés de température de chaque capteur
- Les facteurs de correction pour les capteurs à chaque température
- Les offsets avant et après mesure
- Les relevés corrigés/non corrigés de tous les capteurs du TUS à chaque température
- L’identification de la société réalisant les tests et la signature du représentant
- L’identification de la personne ayant réalisé le test
- La date et l’heure de début du test
- La date et l’heure de fin du test
- L’identification de l’instrument de test
- L’indication si le test a réussi ou échoué
- L’indication si certains capteurs ne fonctionnent pas (si applicable)
- Un résumé des relevés corrigés positifs et négatifs du TUS à chaque température après stabilisation.
- L’approbation du service qualité
Questions-réponses avec la Deutsche Edelstahlwerke
Nous avons eu une session Questions/Réponses avec M. Julian Disse (Team Coordinator Quality Assurance Special Standards) chez Deutsche Edelstahlwerke et avons discuté des défis liés au respect de la norme AMS2750, des audits, des mesures, des étalonnages, des capteurs, de la traçabilité et d'autres choses.
Veuillez télécharger le livre blanc ci-contre pour lire la discussion.
Exemples de cas pratique
Cet exemple concerne la société Trescal au Royaume-Uni. Elle propose des services d’étalonnage à des entreprises de l’industrie aéronautique et doit donc suivre la norme AMS2750E. Pour mener à bien sa mission, Trescal a sélectionné les calibrateurs Beamex (MC2, MC5 et MC6). Si vous voulez en savoir plus sur l’expérience de Trescal, cliquez sur le lien ci-dessous :
Expériences: Trescal, UK - Des étalonnages d’une précision
extrême pour le géant de l’aérospatiale
En résumé
La norme AMS2750E met la barre haut pour l’industrie aéronautique. Une analyse minutieuse et une supervision continue sont nécessaires pour parvenir aux niveaux d’exactitude requis. Cela sans compter une étude poussée de la technologie des capteurs mis en jeu et les difficultés rencontrées pour que l’équipement de test effectue de bons relevés. Attention, les spécifications de l’AMS2750E ne sont pas faciles à atteindre et nécessitent d’utiliser un équipement de test très précis. En prenant au sérieux les exigences d’étalonnage, le personnel de maintenance disposera non seulement des outils et procédures adéquats pour être en conformité, mais aussi pour s’assurer la meilleure qualité produit possible. Une bonne
instrumentation entraîne un bon contrôle procédé avec des résultats répétables. C’est essentiel pour rester compétitif.
Les solutions Beamex adaptées à la norme AMS2750E
Beamex offre une large gamme de matériel d’étalonnage qui peut être utilisé (et l’est d’ailleurs) dans le cadre de l’AMS2750E. Vous trouverez plus d’informations sur nos offres sur notre site internet en cliquant sur le lien ci-dessous : Beamex Calibrateurs de température
Vous pouvez aussi nous contacter pour savoir comment utiliser nos produits dans le cadre de l’AMS2750E.
Télécharger gratuitement cet article en cliquant sur l’image ci-dessous
Sur le même sujet
Si cet article vous a intéressé, vous pourriez apprécier les suivants:
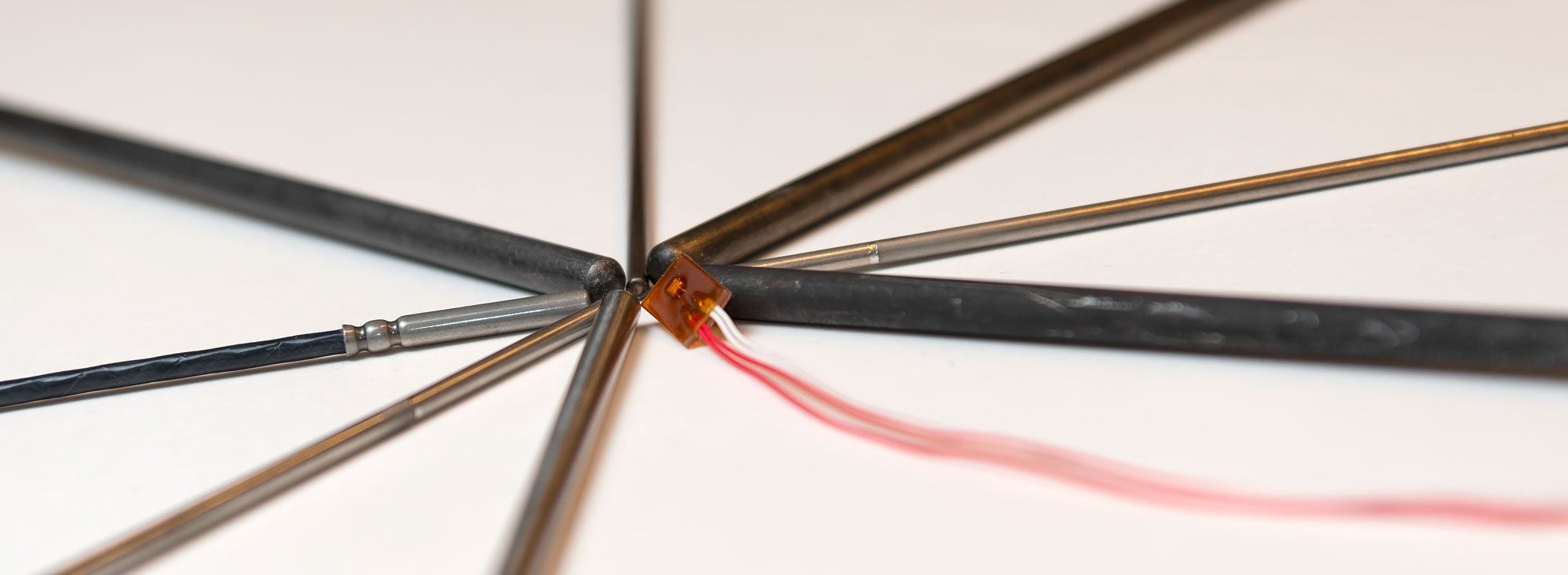
- Sondes de température Pt100: ce qu’il faut savoir
- Les thermocouples
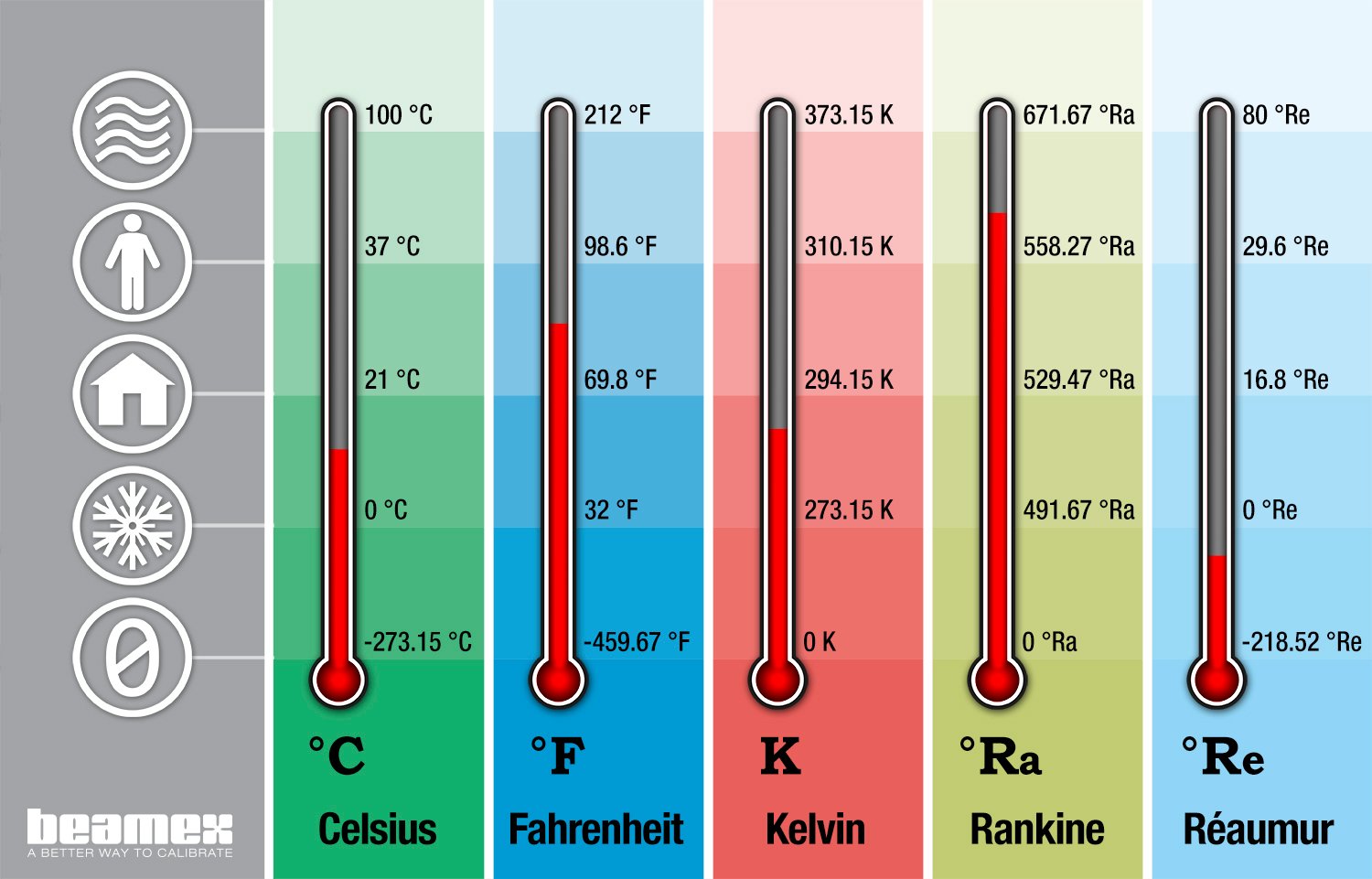
- Les unités de température et leur conversion
- Traçabilité métrologique: Vos étalonnages sont-ils traçables?
Original post: AMS2750E Heat Treatment Standard and Calibration
Published on: June 2018

















Discussion