

Les sondes de température hygiéniques sont courantes dans de nombreuses industries comme l’agroalimentaire, l’industrie laitière, l’industrie pharmaceutique ou encore les sciences de la vie. Cet article va détailler en quoi consiste une sonde de température hygiénique et ce qui la différencie des sondes de température classiques.
L’étalonnage des sondes de température hygiéniques courtes diffère de celui des sondes de température standards et s’avère beaucoup plus difficile à réaliser. Dans cet article, on discutera donc des différentes considérations à prendre en compte lors de l’étalonnage de ce type de sondes, car on peut facilement commettre des erreurs qui entraîneraient des écarts importants
dans les résultats d’étalonnage.
Pour télécharger le livre blanc, cliquez sur l’image ci-dessous
Table des matières
Qu’est-ce qu’une sonde de température hygiénique ?
Pourquoi les sondes hygiéniques courtes sont-elles
difficiles à étalonner ?
1. Les sondes hygiéniques sont très courtes
2. Les sondes hygiéniques possèdent souvent des raccords
à bride de type « clamp »
Avantages et inconvénients d’un bain
Avantages et inconvénients d’un four d’étalonnage
Comment étalonner dans un four d’étalonnage à air sec ?
Utilisation d’un capteur de référence
Utilisation d’une sonde de référence interne
Utilisation d’une sonde de référence courte dédiée
Quelques informations complémentaires concernant la
documentation, la traçabilité métrologique ainsi que
l’incertitude d’étalonnage
Qu’est-ce qu’une sonde de température hygiénique ?
Commençons par expliquer en quoi consiste une sonde de température hygiénique. La température est l’un des paramètres critiques dans de nombreuses industries et la mesure précise de la température au sein d’un procédé est une donnée cruciale.
De plus, l’agroalimentaire, l’industrie laitière, l’industrie pharmaceutique et les sciences de la vie ont des exigences supplémentaires concernant les sondes de température liées aux particularités de leur procédé. Ainsi, ces industries exigent des sondes de température « hygiéniques », ce qui signifie qu’elles doivent être adaptées à un environnement de procédé hygiénique et aseptique. Ces sondes doivent être hygiéniques et conçues pour être nettoyées facilement, tolérant souvent des procédures de nettoyage en place (NEP ou CIP en anglais) qui consistent à nettoyer un équipement sans le démonter. La conception mécanique de ces sondes ne doit pas inclure de
cavités, de zone morte, de trous ou n’importe quoi d’autre qui complique le nettoyage.

La surface de ce type de sonde doit aussi être de qualité hygiénique et conformes aux normes strictes en vigueur dans ces industries, comme la 3-AR (https://www.3-a.org/) ou encore l’EHEDG (European Hygienic Engineering & Design Group) www.ehedg.org/.
Le matériau constituant les parties en contact avec le fluide est souvent de l’acier inoxydable de haut grade adapté à ce type d’application.
De plus, pour pouvoir les installer plus facilement, la plupart des sondes hygiéniques sont fournies avec des raccords « clamp ».
Parmi les caractéristiques communes de ces sondes de température hygiéniques, on peut citer leur longueur, souvent très courte. Cela rend leur étalonnage beaucoup plus difficile que celui des sondes classiques.
Un autre aspect rendant l’étalonnage difficile est la large bride métallique nécessaire à l’installation du raccord clamp. En revanche, les plages de température d’utilisation vont souvent jusqu’à 150 °C (300 °F) ou dans certains cas 200 °C (400 °F), ce n’est donc pas cela qui pose le plus problème.
Le rôle de l’étalonnage
Dans toutes les industries, il est essentiel d’avoir confiance dans les mesures des procédés. Pour cela, on aura recours à des instruments de process adaptés et à un bon programme d’étalonnage.
Au sein des industries agroalimentaire, pharmaceutique et des sciences de la vie, l’étalonnage joue un rôle encore plus crucial que dans le reste des industries. Dans ces industries en particulier, un mauvais étalonnage ou un étalonnage/vérification non conforme peuvent avoir des conséquences dramatiques, car elles mettent en jeu aussi bien la santé que la sécurité des consommateurs et des patients. Ainsi, les conséquences d’une vérification non conforme dans ces industries s’avérant très coûteuses, on doit tout mettre en oeuvre pour l’éviter.
Ces industries doivent aussi se conformer à des réglementations strictes concernant l’étalonnage, comme plusieurs réglementations de la FDA (Food and Drugs Administration).
Pourquoi les sondes hygiéniques courtes sont-elles difficiles à étalonner ?
Intéressons-nous maintenant à la raison pour laquelle ces sondes hygiéniques sont difficiles à étalonner.
1. Les sondes hygiéniques sont très courtes
Comme nous l’avons mentionné plus haut, ces sondes de température hygiéniques sont habituellement très courtes. Elles mesurent la plupart du temps moins de 100 mm (4 pouces), typiquement environ 50 mm (2 pouces)
et parfois pas plus de 25 mm (1 pouce). La dimension externe moyenne de ce type de sonde est habituellement d’environ 3 mm (1/8 pouce) ou 6 mm (1/4 pouce).
La méthode communément utilisée dans l’étalonnage de température (qui fait d’ailleurs partie des recommandations Euramet) consiste à immerger la sonde de température suffisamment profondément pour obtenir une exactitude suffisante. Ainsi, on recommande une immersion équivalente à 15 fois le diamètre de la sonde (plus la longueur de l’élément sensible). En revanche, dans le cas de ces sondes courtes, c’est tout simplement impossible d’immerger la sonde à la profondeur suffisante durant l’étalonnage, car le capteur est trop court comparé à son diamètre. Par exemple, une sonde hygiénique classique d’un diamètre de 6 mm devrait être immergée à une profondeur d’au moins 90 mm (15 x 6 mm) durant
l’étalonnage pour assurer des résultats exacts. Mais si cette sonde de 6 mm de diamètre ne mesure que 50 mm de long, alors elle est trop courte pour être immergée à la profondeur requise. Quand elle n’est pas suffisamment
immergée, cela entraîne une erreur et une incertitude supplémentaires dans l’étalonnage.
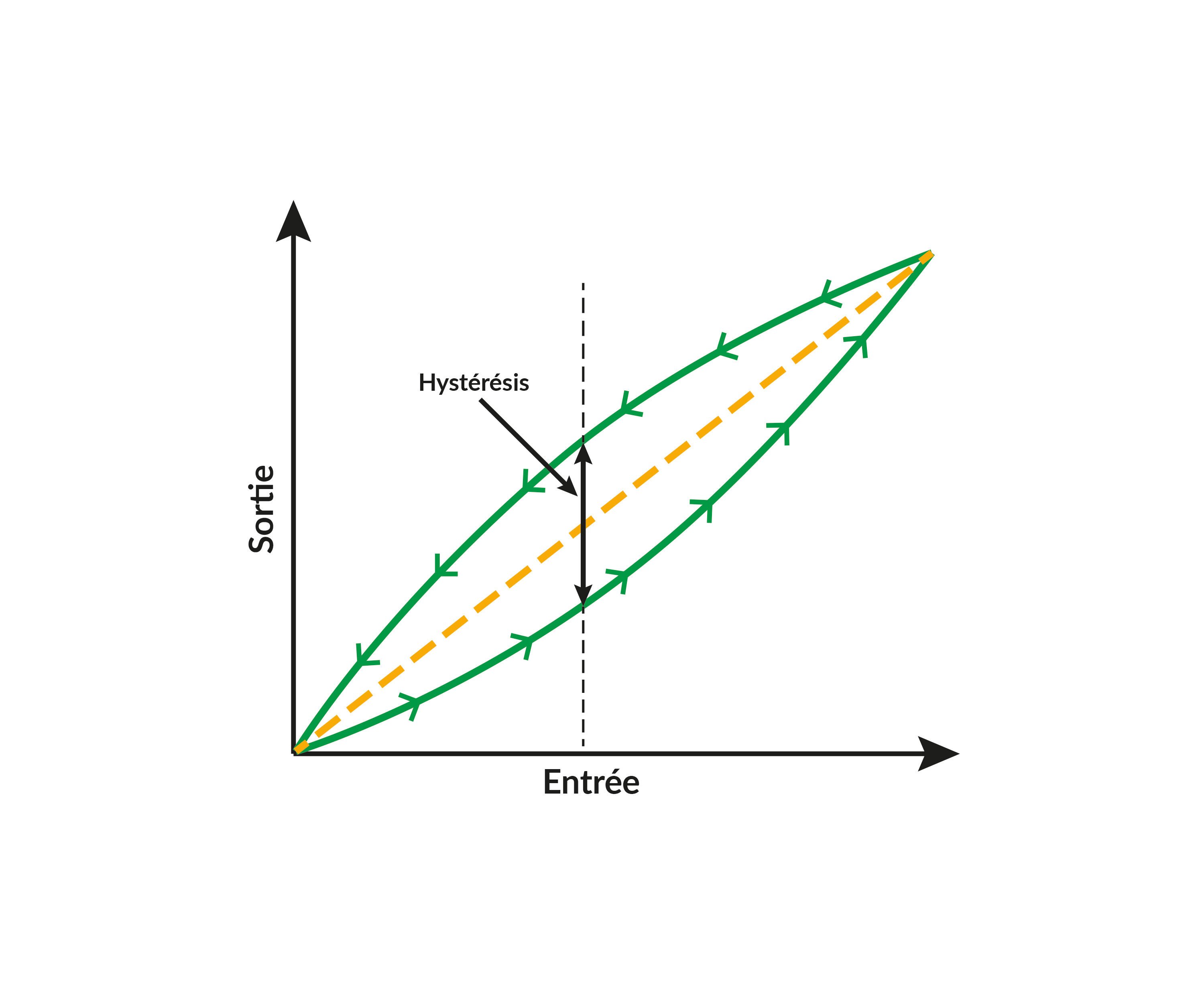
Ci-contre, vous trouverez une règle empirique concernant la profondeur d’immersion (quand on réalise l’étalonnage dans un four/bain) en fonction de l’exactitude de mesure recherchée :
- Erreur systématique de 1 % — immergez 5 diamètres + la longueur de l’élément sensible inclus dans la sonde
- Erreur systématique de 0,01 % — immergez 10 diamètres + la longueur de l’élément sensible
- Erreur systématique de 0,0001 % — immergez 15 diamètres + la longueur de l’élément sensible
L’ Erreur systématique dans la règle ci-dessus doit être calculée à partir de la différence de température entre la température du four et la température ambiante.
Exemple : si la température ambiante est de 20 °C et que la température du four/bain d’étalonnage est de 120 °C, alors il y a une différence de 100 °C. Si vous immergez la sonde dans seulement 5 fois son diamètre (plus la longueur de son élément sensible) — disons que votre sonde mesure 6 mm de diamètre et que son élément sensible mesure 10 mm et que vous l’immergez dans 40 mm (5 diamètres + longueur de l’élément sensible), vous pouvez vous attendre à une erreur systématique additionnelle d’environ 1 % en raison de la faible immersion (1 % à partir de 100 °C).
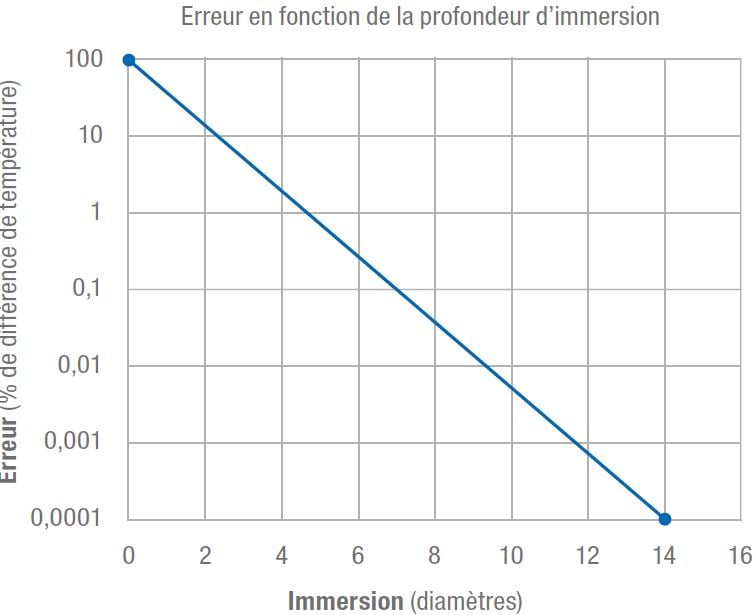
Le graphique ci-dessus illustre la règle communément utilisée pour relier la profondeur d’immersion du thermomètre (en diamètres) à l’erreur relative de la différence de température (entre le four/bain d’étalonnage et la température ambiante). Ainsi, si vous n’immergez pas du tout votre sonde, vous btiendrez naturellement une erreur de 100 % et si vous l’immergez suffisamment profondément, l’erreur causée par l’immersion devient négligeable. Aux environs de 5 diamètres d’immersion, l’erreur dans la différence de température est d’environ 1 %.
Cette règle empirique peut devenir significative à des températures plus élevées et/ou pour des sondes extrêmement courtes. Ainsi, gardez cela à l’esprit pour les sondes mesurant moins de 40 mm de long. De plus, il peut s’avérer intéressant de discuter avec un ingénieur de conception pour essayer de trouver un moyen d’allonger la taille de la sonde.
Naturellement, cette erreur systématique est aussi valide quand la sonde est installée dans le process et mesure la température du procédé. Si la sonde est trop courte, elle ne sera pas capable de mesurer avec exactitude la température du procédé !
Ajoutez à cela qu’il n’est pas toujours évident de connaître la longueur exacte de l’élément sensible contenu à l’intérieur de la sonde. Si cette longueur n’est pas précisée dans les spécifications techniques, vous pouvez vous adresser au fabricant. Alors, au final, comment peut-on étalonner ces sondes courtes qui ne peuvent pas être immergées suffisamment profondément ? Ce sujet sera abordé dans les chapitres suivants.
2. Les sondes hygiéniques possèdent souvent des raccords à bride de type « clamp »
Comme mentionné dans le chapitre précédent, ces sondes hygiéniques ont une longueur trop courte par rapport à leur diamètre pour permettre une immersion correcte, entraînant ainsi des erreurs et des incertitudes durant l’étalonnage.
De plus, ces sondes possèdent aussi des raccords connus sous l’appellation « clamp » (Tri-clamp, ISO 2852, DIN 11851, DIN 32676, BS 4825, Varivent, etc.) Elles sont donc munies de brides métalliques relativement larges qui sont conductrices de température et entraînent donc une fuite de température (conductivité thermique) de la sonde vers sa bride. Dans les faits, cette fuite de température signifie que la température de la sonde se transmet à sa bride. Par conséquent, la bride entraîne une mesure de température légèrement plus faible que la température réelle de la sonde (quand la température d’étalonnage est supérieure à la température ambiante).
Ce type de bride rend donc l’étalonnage plus difficile de plusieurs façons. La bride crée une fuite de température de la sonde vers la bride. En outre, plus la bride est grande, plus la différence de température par rapport à la température ambiante est élevée. Bien que la sonde soit très courte, la
conductivité thermique entraîne tout de même une mesure de température erronée.
Bain ou four d’étalonnage ?
En règle générale, vous pouvez étalonner les sondes de température dans un bain liquide ou dans un four d’étalonnage. C’est aussi le cas pour les sondes de température hygiéniques. Ci-dessous nous aborderons leurs caractéristiques ainsi que leurs avantages et inconvénients respectifs.
Bain
Comme le suggère son nom, un bain contient un liquide. Le liquide est chauffé/refroidi à la température attendue et les capteurs de température à étalonner sont insérés dans le liquide. Souvent, le liquide est agité pour homogénéiser sa température.
Avantages et inconvénients d’un bain
Un bain facilite l’insertion de n’importe quelle forme de sonde. Vous pouvez aussi utiliser facilement une sonde de référence que vous insérez en même temps. En fonction de la taille du bain, vous pouvez insérer plusieurs sondes à étalonner en même temps. Si la sonde à étalonner a une forme bizarre,
l’avantage est qu’elle pourra quand même rentrer dans le bain. Un bain permet souvent une meilleure uniformité et exactitude qu’un four d’étalonnage, car le liquide permet un meilleur transfert de chaleur.
Bien que le bain puisse sembler une option intéressante, il présente tout de même plusieurs inconvénients qui n’en fait pas toujours le meilleur choix :
- Un bain comprend toujours un liquide, quel qu’il soit, par exemple de l’huile silicone. Malheureusement, dans la plupart des cas, on ne veut pas contaminer les sondes hygiéniques avec ce genre de liquide. Il faut alors effectuer un nettoyage important après l’étalonnage pour s’assurer que la sonde soit bien propre avant de la remonter sur le process.
- La manutention de l’huile chaude est aussi dangereuse et toute projection peut entraîner des blessures.
- De plus, de l’huile renversée rend le sol glissant et peut causer des accidents.
- En outre, les bains sont très lents. Même si vous arrivez à insérer plusieurs sondes en même temps, ils sont souvent beaucoup plus lents qu’un four d’étalonnage, donc dans l’ensemble pas beaucoup plus efficace. Dans certains cas, il est possible d’avoir plusieurs bains, chacun réglé à une température différente. On peut alors déplacer la sonde manuellement entre les bains pour économiser le temps nécessaire au changement de température du bain. Cependant si cette solution est envisageable en laboratoire d’étalonnage, elle est extrêmement coûteuse.
- La sonde hygiénique doit être placée de telle façon que le bas de la bride soit en contact avec la surface du liquide, mais dans les faits, ce n’est pas toujours facile à réaliser. Par exemple, l’huile silicone présente un coefficient de dilatation thermique relativement élevé, ce qui signifie que le niveau de la surface du bain change légèrement en fonction de la température. Dans ce cas, il se peut que vous ayez à ajuster la hauteur de la sonde hygiénique durant l’étalonnage. De plus, l’agitation du liquide entraîne la formation de petites vagues à la surface. On peut noter aussi que le niveau de la surface du liquide est souvent assez profond dans le bain, empêchant ainsi de discerner facilement si la sonde est enfoncée à la bonne profondeur.
- Enfin, les bains sont souvent des équipements encombrants, lourds et coûteux.
Avantages et inconvénients d’un four d’étalonnage
Maintenant que nous avons vu les avantages et les inconvénients des bains, intéressons-nous aux avantages et aux inconvénients des fours d’étalonnage. Les principaux avantages d’étalonner des sondes courtes dans un four à air sec sont les suivants :
Comme il est sec, il est aussi propre et ne contamine donc pas la sonde hygiénique à étalonner. Bien évidemment, la sonde devra quand même être nettoyée après son étalonnage, mais le nettoyage est beaucoup plus facile que dans le cas d’un bain d’huile ;
- Un four d’étalonnage constitue aussi un moyen très rapide de changer de température ;
- Quand vous utilisez un manchon dédié avec les perçages adaptés, il s’avère facile d’insérer systématiquement la sonde hygiénique de la même manière (sans avoir à procéder à des ajustements). Cela rend l’étalonnage répétable, et ce, quel que soit l’opérateur ;
- Un four est aussi plus léger et facile à transporter qu’un bain ;
- Il est souvent moins onéreux.
En revanche, un four d’étalonnage est aussi moins exact qu’un bain, il ne peut souvent étalonner qu’une seule sonde à la fois et nécessite plusieurs manchons percés de puits de diamètres différents en fonction du diamètre de la sonde.
Malgré ces quelques inconvénients, c’est la solution privilégiée par les instrumentistes pour réaliser l’étalonnage de leurs sondes hygiéniques courtes.
Maintenant que nous avons vu ses avantages et ses inconvénients, intéressons-nous aux différentes considérations à prendre en compte quand on étalonne une sonde hygiénique dans un four d’étalonnage.
Comment étalonner dans un four d’étalonnage à air sec ?
Pour étalonner des sondes hygiéniques courtes dans un four d’étalonnage à air sec, il y a quelques points à prendre en considération.
Utilisation d’un capteur de référence
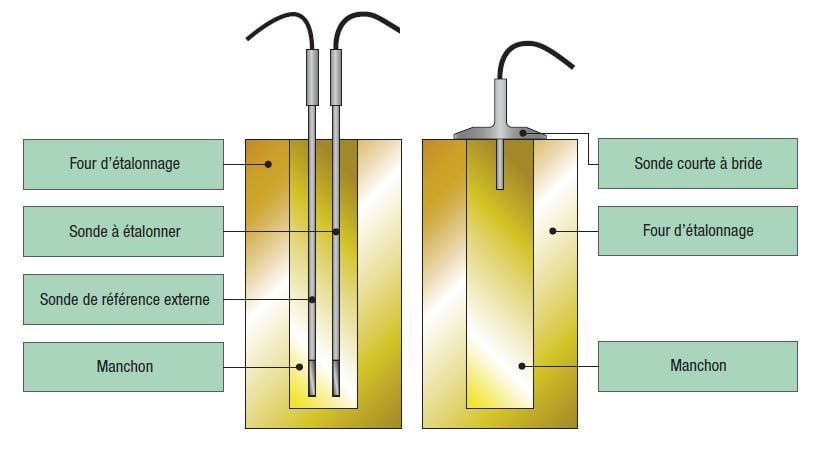
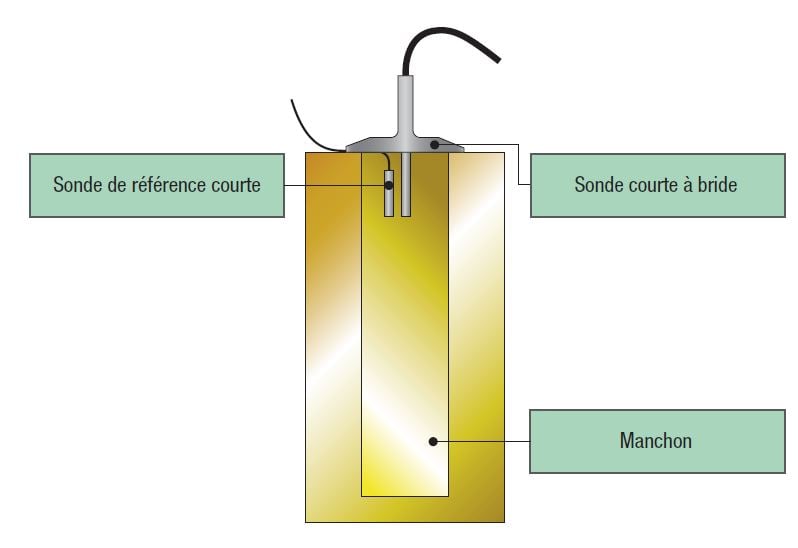
En premier lieu, quand vous réalisez un étalonnage dans un four d’étalonnage à air sec, la bride de la sonde hygiénique vous empêche d’utiliser une sonde de référence externe classique insérée dans le même manchon, car elle ne rentre tout simplement pas. En effet, la bride recouvre le dessus du manchon ainsi que tous les puits percés dans ce dernier.
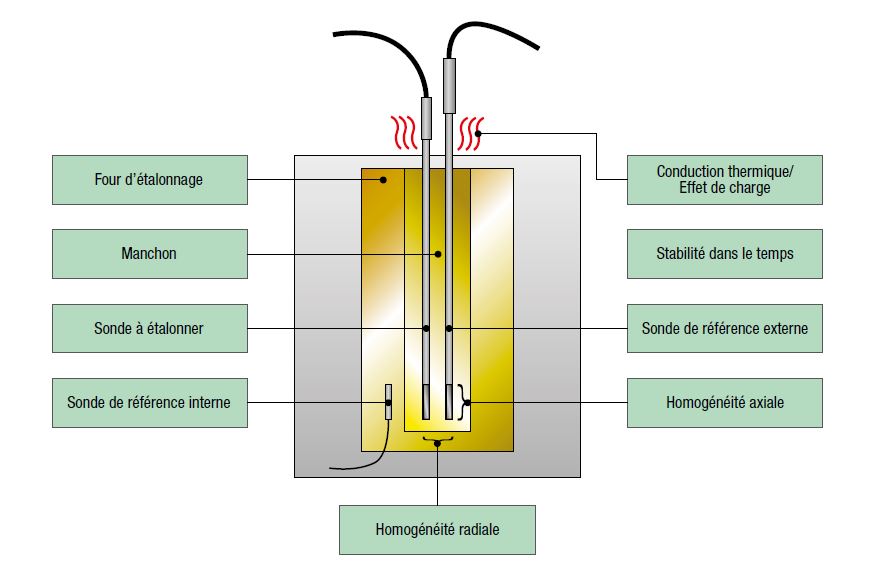
Le schéma de la page précédente illustre la comparaison entre l’étalonnage d’une sonde résistive classique (longue, sans bride) en utilisant une sonde de référence (première illustration) et l’étalonnage d’une sonde hygiénique courte équipée d’une bride (seconde illustration). On peut ainsi voir que la bride de la sonde courte recouvre la totalité des puits percés dans le manchon, il est donc impossible d’insérer une sonde de référence classique.
Utilisation d’une sonde de référence interne
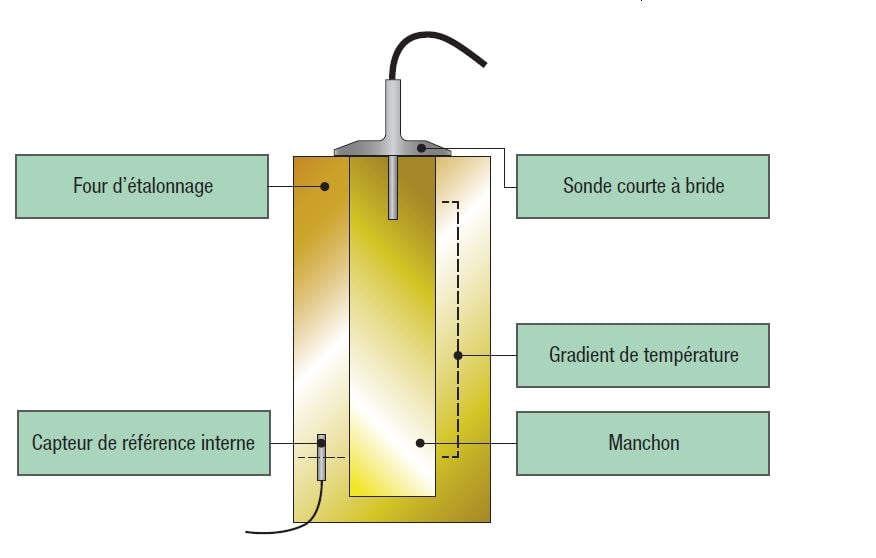
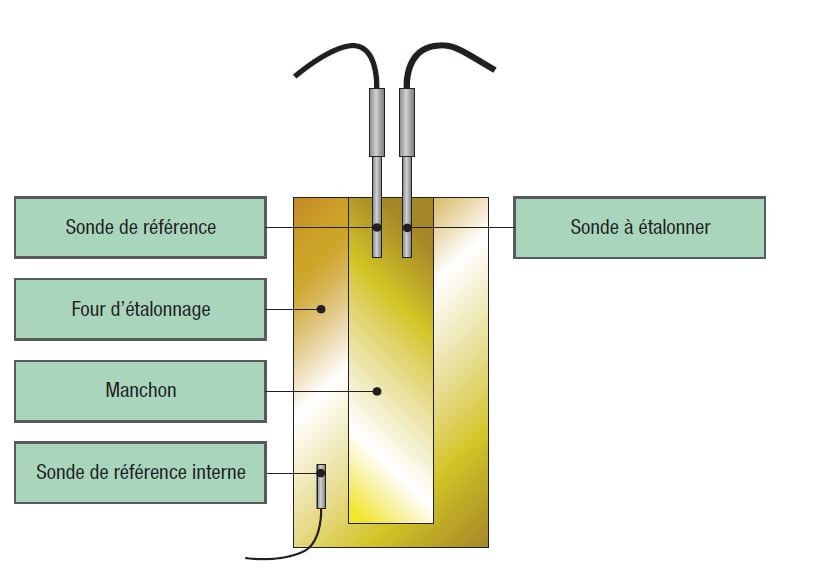
Les fours d’étalonnage possèdent tous une sonde de référence interne. Malheureusement, dans notre cas, on ne peut pas utiliser la sonde de référence interne du four d’étalonnage, car celle-ci est située au fond du four, alors que la sonde courte à étalonner est pour sa part située dans la partie supérieure du manchon. Les fours d’étalonnage contrôlent habituellement le gradient de température dans une partie limitée du fond du manchon. Ainsi, la partie supérieure du manchon a souvent un gradient de température plus important, par conséquent le haut et le bas du manchon ne sont pas à la même température. L’étendue du gradient de température dépend de la différence de température entre le manchon et son environnement ainsi que de la profondeur à laquelle se situe la sonde dans le manchon.
La sonde de référence interne est située dans le fond du four d’étalonnage, tandis qu’une sonde hygiénique courte se trouve dans la partie supérieure du manchon. Il y a ainsi un gradient de température dans le manchon, entraînant une différence de température entre le haut et le bas de ce dernier. Cela entraîne donc une erreur dans l’étalonnage :
Utilisation d’une sonde de référence courte dédiée
Sachant que la sonde de référence interne située dans le fond du four d’étalonnage n’est pas adaptée, il faut utiliser une sonde de température de référence externe dédiée.
Cependant, cette sonde de référence ne peut pas avoir une longueur classique, comme cela a été discuté plus haut. La solution consiste donc à utiliser une sonde de référence suffisamment courte pour qu’elle soit immergée à la même profondeur que la sonde à étalonner. Idéalement, les centres de leurs éléments sensibles respectifs doivent être alignés à
la même profondeur.
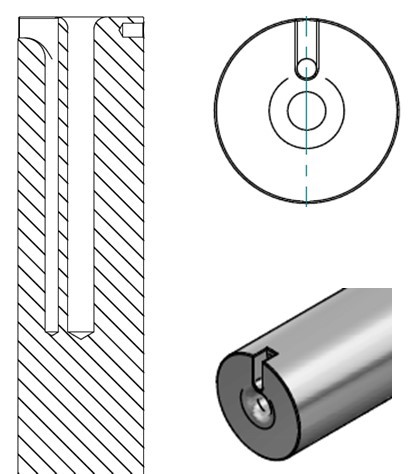
De plus, la sonde de référence doit posséder un câble fin et flexible de façon à pouvoir se glisser sous la bride de la sonde hygiénique. Pour cela, on peut réaliser une rainure sur le dessus du manchon à l’endroit où le câble de la sonde de référence doit passer pour s’assurer que la bride de la sonde hygiénique soit toujours en contact avec le dessus du manchon.
Naturellement, le four d’étalonnage doit être conçu de telle façon qu’une sonde hygiénique équipée d’une bride puisse être insérée tout en touchant le dessus du manchon (dans certains fours d’étalonnage, la conception est telle que les bords empêchent la bride de descendre suffisamment profondément pour toucher le dessus du manchon).
Une sonde de référence courte dédiée est située à la même profondeur que la sonde courte à étalonner, pour s’assurer que les deux sondes mesurent exactement la même température. De plus, le câble de la sonde de référence est placé dans une rainure, de façon à ne pas empêcher que la bride de la sonde hygiénique touche le dessus du manchon :
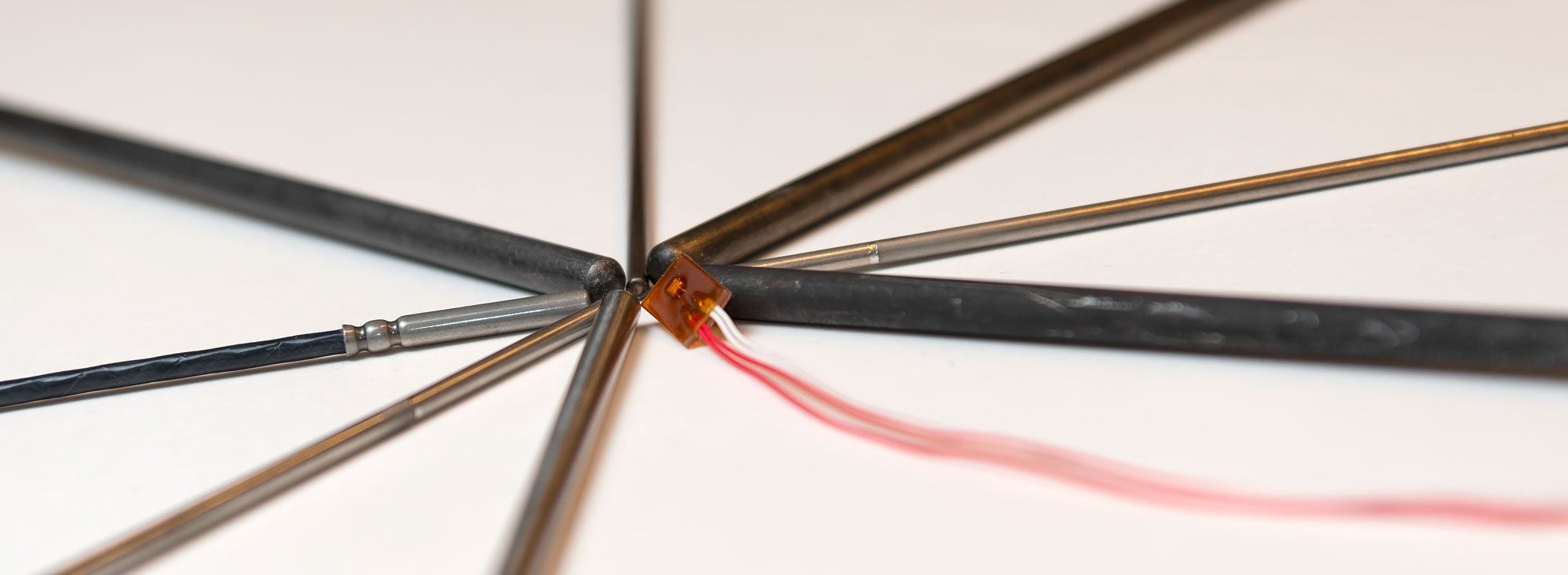
Les illustrations ci-après montrent un exemple de montage d’un manchon dédié à l’étalonnage d’une sonde hygiénique courte. Le puits pour la sonde hygiénique et celui pour la sonde de référence sont aussi profonds l’un que l’autre et on distingue la présence d’une rainure dans laquelle le câble de la sonde de référence doit être placé :
Sonde courte sans bride
Il existe cependant des sondes de température courtes sans bride. Dans ce cas-là, vous devez utiliser une sonde de référence externe immergée à la même profondeur que la sonde à étalonner. La sonde de référence doit être aussi similaire que possible à la sonde à étalonner (même diamètre, même temps de réponse, etc.)
La sonde interne du four d’étalonnage ne peut pas être utilisée dans ce cas-là non plus, car elle est située au fond du four et ne mesure donc pas la même température.
Étalonnage d’une sonde courte (sans bride) en utilisant une sonde de référence courte :
Quelques informations complémentaires concernant la documentation, la traçabilité métrologique ainsi que l’incertitude d’étalonnage
La documentation étant incluse dans la définition formelle de l’étalonnage, elle constitue une partie vitale de chaque étalonnage. Cela s’avère naturellement valable aussi dans le cas de l’étalonnage de sondes de température hygiéniques. On trouve habituellement la documentation sous la forme d’un certificat d’étalonnage ou d’un constat de vérification.
L’équipement d’étalonnage utilisé doit posséder une traçabilité métrologique conforme aux normes applicables, sinon l’étalonnage ne peut pas permettre une traçabilité de l’étalonnage de la sonde.
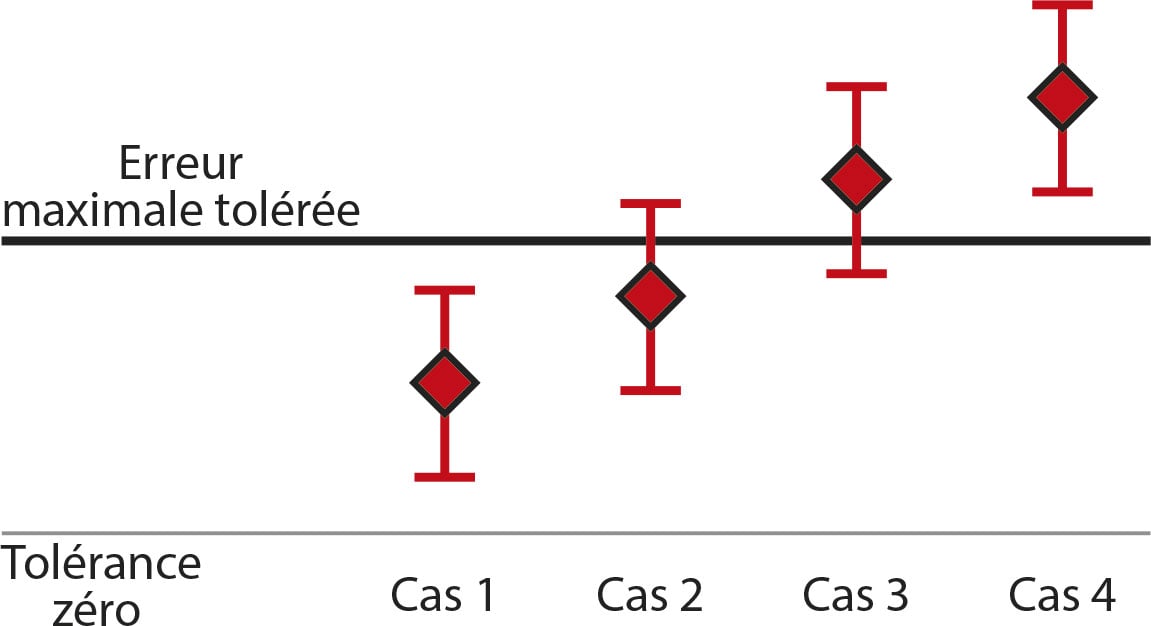
L’incertitude d’étalonnage constitue aussi une partie cruciale de chaque étalonnage. Si l’équipement d’étalonnage (ainsi que la méthode et la procédure d’étalonnage utilisées) n’est pas suffisamment précis pour l’étalonnage de la sonde, alors réaliser l’étalonnage n’a que peu de sens. Par exemple, cela n’a aucun sens d’utiliser un calibrateur avec une exactitude
de 2 % pour étalonner un instrument avec une exactitude de 1 %.
Si vous voulez en savoir plus sur l’incertitude d’étalonnage, c’est par ici :
Incertitude d’étalonnage pour les non mathématiciens – Partie 1
Incertitude d’étalonnage pour les non-mathématiciens – Partie 2: Les composantes d’incertitude
Solutions Beamex

Le Beamex MC6-T est un système d’étalonnage de température automatisé extrêmement polyvalent. Il combine un four d’étalonnage avec la technologie du calibrateur et communicateur multifonction MC6 de Beamex.
Le four et calibrateur Beamex MC6-T150 est parfaitement adapté à l’étalonnage des sondes de température hygiéniques courtes. Le MC6-T150 peut être fourni avec des manchons adaptés sur-mesure à vos propres
sondes.
La sonde de température Beamex SIRT-155 est une sonde de référence très courte équipée d’un câble fin et flexible conçue pour être le parfait compagnon de votre MC6-T150 pour cette application en particulier.
L’utilisation du MC6-T avec le logiciel de métrologie industrielle Beamex CMX ou Beamex LOGiCAL vous permet de digitaliser et de simplifier votre processus d’étalonnage dans son ensemble.
Découvrez notre gamme complète de solutions d’étalonnage en température pour vos sondes et capteurs.
La première illustration ci-dessous montre un MC6-T équipé du manchon dédié à l’étalonnage des sondes courtes. La seconde illustration montre l’installation d’une sonde de référence courte (SIRT-155). La troisième
illustration montre la sonde hygiénique à étalonner en train d’être installée. Enfin, la quatrième illustration montre tout le montage réalisé juste avant de commencer la procédure automatique d’étalonnage :

Sur le même sujet
Si vous voulez en savoir plus sur l’étalonnage en température,
nous vous invitons à consulter les pages Beamex suivantes :
- Comment étalonner une sonde de température ?
- Composantes de l’incertitude lors d’un étalonnage de température avec un four d’étalonnage à air sec
- Sondes de température Pt100: ce qu’il faut savoir
- Les unités de température et leur conversion
Pour télécharger le livre blanc, cliquez sur l’image ci-dessous

Original blog post: Sanitary temperature sensor calibration
Published on: June 2020

.png)


.png)












Discussion