Este artículo trata sobre los fundamentos básicos de la incertidumbre en la medición y la calibración. No está hecho para matemáticos ni expertos en metrología, sino para aquellas personas que están planificando y realizando mediciones y calibraciones en aplicaciones industriales.
Ser consciente de la incertidumbre de las mediciones es un concepto fundamental. No se deberían realizar mediciones si no se es consciente de la incertidumbre asociada. En general, parece que el conocimiento de la incertidumbre y el interés en ella está creciendo, por lo que es importante tener en cuenta ciertas consideradores.
Durante cualquier medición siempre aparecen una serie de errores procedentes de distintas fuentes, como pueden ser del instrumento de medida, las condiciones ambientales, el
operario que realiza las mediciones, entre otras.
Existen varías guías, estándares y recursos sobre la incertidumbre de calibración, la mayoría de ellos llenos de fórmulas matemáticas, de modo que en este artículo se intentarán evitar. Esta es una guía práctica para adquirir algunos conocimientos generales en el ámbito de la incertidumbre en las mediciones y las calibraciones.
Descarga gratis este artículo haciendo clic en la siguiente enlace:

Ejemplo clásico del “trozo de cuerda”
A continuación se propone un ejemplo práctico para ilustrar la incertidumbre de medición; el ejemplo consiste en dar un mismo trozo de cuerda a tres personas (una por una) y pedirles que midan su longitud sin ninguna instrucción más. Todos ellos pueden usar sus propias herramientas y métodos para medirlo.
Es más que probable que los resultados sean ligeramente diferentes, como por ejemplo:
• La primera persona indica que mide unos 60 cm. Ha utilizado una regla de plástico de 10 cm, ha medido la cuerda una sola vez y ha llegado a esta conclusión.
• La segunda persona indica que mide 70 cm. Ha utilizado una cinta métrica de tres metros y ha comprobado el resultado un par de veces para asegurarse de que era correcto.
• La tercera persona indica que mide 67,5 cm, con una incertidumbre de ± 0,5 cm. Ha utilizado una cinta métrica de gran exactitud y ha medido la cuerda varias veces para obtener una media y una desviación estándar. Además, ha comprobado cuánto se alarga la cuerda al estirarla y ha observado que esto afectaba un poco al resultado.
Este simple ejemplo muestra que hay muchas cosas que afectan al resultado de una medición; los equipos de medición que se han utilizado, el método/proceso empleado y la forma en la que la persona ha realizado la tarea.
De modo que la pregunta que deberíamos formularnos es: Cuando se realizan operaciones de calibración en una planta ¿cuál de estos tres ejemplos nos resulta más familiar?
¿Qué tipo de “reglas” son usadas en una instalación y cuáles son los métodos/procesos de medición? Si solo se realiza una medición sin conocer la incertidumbre asociada, el resultado no tiene mucho valor.
Breve guía de términos empleados
A continuación se detallan algunos términos esenciales relacionados con este tema.
¿Qué es la incertidumbre de una medida? Simplemente se puede decir que es la “duda” que existe sobre el resultado de cualquier medición, es decir, nos dice lo buena que es nuestra medida. Todas las mediciones que hacemos tienen algo de “duda”, y deberíamos poder cuantificarla para decidir si dicha medición es lo suficientemente buena para el propósito requerido.
Es importante tener en cuenta que error no es lo mismo que incertidumbre. Cuando se compara el equipo a calibrar con el patrón de referencia, el error es la diferencia entre estas dos mediciones. Pero el error no significa nada si desconocemos la incertidumbre de la medición.
Así que se debería decir lo siguiente: Si se desconoce la incertidumbre de la medida, no se debe llevar a cabo la calibración.
Es frecuente que cuando realizamos una medición de temperatura importante para un proceso con, por ejemplo, ± 1,0 °C de límite de aceptación, y existe un error máximo de 0,5 °C, se dé por aprobado y aceptado el resultado. No obstante, después de analizar el proceso de calibración, se podría ver que la incertidumbre total del proceso de medición es de ± 2,0 °C. De modo que la forma en la que se realizó la calibración no fue lo suficientemente buena para esta aplicación.
Pero como se desconocía o no se había contemplado la incertidumbre, se consideró que la calibración estaba “aceptada”, aunque en realidad no era así.
De hacer una única medición a conocer la desviación estándar
¿Qué se debe considerar para tener el conocimiento de todas las incertidumbres asociadas?
Lo primero es realizar varias repeticiones de las mediciones durante el proceso de calibración en lugar de hacer una sola repetición. Lo más probable es que se descubran pequeñas diferencias entre las mediciones de las distintas repeticiones. ¿Pero qué medición es la correcta?
Sin entrar en profundidad en la estadística, se puede decir que no es suficiente con medir una sola vez. Repitiendo la misma medición varias veces, se puede hallar la media y su desviación estándar. De modo que se tenga conocimiento de cuánto pueden diferir los resultados entre las repeticiones. Esto significa que se puede averiguar cuál es la diferencia normal entre las mediciones.
Es recomendable hacer la medición varias veces para que estadísticamente sea lo suficientemente fiable como para
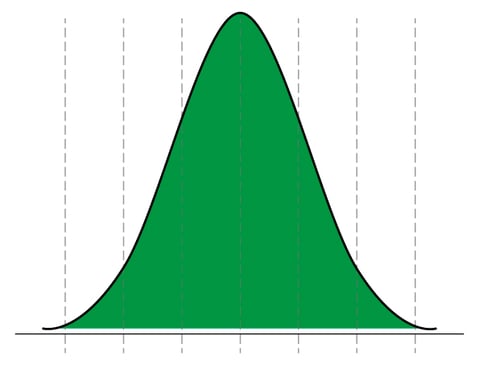
Gráfico: Desviación estándar
calcular la desviación estándar. Estos tipos de componentes de incertidumbre que se obtienen calculando la desviación estándar se denominan incertidumbre de tipo A.
Es posible que en la práctica no sea posible repetir siempre la misma medición diez veces, pero aun así se debería experimentar con el proceso de medición haciendo varias repeticiones.
Esto indicará cuál es la desviación estándar de todo ese proceso de medición y permitirá usar este conocimiento en el futuro como un componente de incertidumbre relacionado con esa medición, aunque solamente se haga la medición una vez durante la calibración normal.
Imaginemos que se está haciendo una medición/calibración de una temperatura varias veces y se descubre que podría haber un ± 0,2 °C de diferencia entre las repeticiones. La próxima vez que se realice la misma medición, aunque se haga una sola vez, se sabrá que hay una posible diferencia de ± 0,2 °C, de manera que se podría tener en cuenta y evitar de esta forma que la medición se aproxime demasiado al límite de aceptación.
De modo que, si se siguen calibrando instrumentos similares una y otra vez, a menudo es suficiente hacer la medición una sola vez y usar la desviación estándar experimental. Por supuesto, se tienen que haber realizado anteriormente las mediciones y los cálculos para averiguar la desviación estándar de ese tipo de instrumento y ese proceso de calibración.
En resumen, siempre hay que conocer la desviación estándar del proceso de calibración, ya que es una parte de
la incertidumbre total.
El patrón de referencia (calibrador) y su trazabilidad
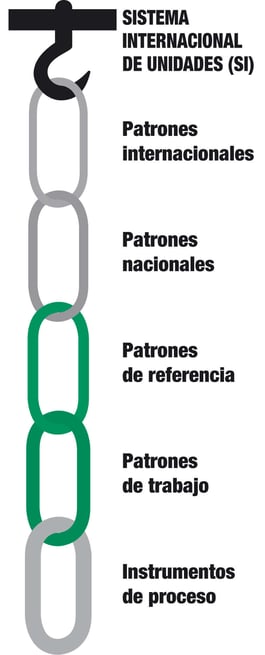
Con frecuencia, una de las mayores fuentes de incertidumbre viene dada por el patrón de referencia (o calibrador) utilizado en las mediciones/calibraciones. Naturalmente, para empezar se debería seleccionar un patrón de referencia adecuado para cada medición. También es importante recordar que no es suficiente con usar la especificación de exactitud del fabricante y seguir usándola como la incertidumbre del patrón de referencia durante años. En lugar de eso, se deben calibrar regularmente los patrones de referencia en un laboratorio de calibración que esté suficientemente capacitado (la incertidumbre sea suficientemente pequeña) para calibrar el patrón y hacerlo de manera acreditada. Se debe prestar atención a la incertidumbre total de la calibración que el laboratorio haya documentado para su patrón de referencia. Además, deberíamos hacer un seguimiento de la estabilidad de los patrones de referencia entre las calibraciones hechas periódicamente. Después de un tiempo, se conocerá cuál es la verdadera incertidumbre del patrón de referencia, y se puede usar esa información como la incertidumbre para las calibraciones.
Otras fuentes de incertidumbre
En la sección anterior se ha sugerido repetir la medición varias veces. Pero ¿qué pasa si se pide a unas cuantas
personas que repitan esa misma medición? ¿Obtienen todos los mismos resultados? Es frecuente que haya diferencias entre las personas que realizan las mediciones. Así que ¿significa esto que la persona que hace
la medición también tiene algún efecto en la incertidumbre? – Sí, lo tiene. Esto es especialmente cierto si las instrucciones no tienen un nivel adecuado.
¿Y qué pasa si se realiza la misma prueba y esta vez se utiliza un tipo diferente de patrón de referencia (calibrador) para hacer la medición? De nuevo, lo más probable es que se encuentren diferencias. Y si los patrones de referencia tienen diferentes niveles de exactitud (incertidumbre) es posible que incluso se observen diferencias relativamente grandes. Es frecuente que el patrón de referencia (o calibrador) que se usa para hacer la medición pueda ser ¡una de las mayores fuentes de incertidumbre!
En determinadas calibraciones, las diferentes condiciones ambientales pueden añadir más incertidumbre. Si es necesario realizar la lectura en algún tipo de dispositivo analógico (indicador analógico, medidor de temperatura), la legibilidad es limitada, es decir, solo se puede leer con una exactitud determinada y hay una posibilidad de que se lea incorrectamente (ángulo de visión incorrecto o error de paralaje), lo que añade incertidumbre. En el caso de las lecturas digitales, la resolución (número de decimales) siempre es limitada, lo que también causa incertidumbre.
Hay diferentes aspectos técnicos en el proceso de calibración, las aplicaciones y las variables que crean incertidumbres adicionales. Por ejemplo, en la calibración de temperatura es imprescindible esperar lo suficiente como para que la temperatura se estabilice y asegurarse de que la sonda esté correctamente insertada en el bloque de temperatura; en la calibración de caudal es necesario asegurarse de que el caudal esté estable; en la calibración de la presión se deben evitar las fugas y tener una presión estable, etc. Generalmente, las fluctuaciones o los cambios en la variable que se va a medir causan una incertidumbre adicional. También hay algunas variables aleatorias que añaden algo mas de incertidumbre. Además, la desviación estándar experimental que se ha mencionado anteriormente puede ser usada como un componente de incertidumbre. Estos componentes adicionales de incertidumbre se pueden resuminir de la siguiente forma:
• Dispositivo sometido a prueba (DUT)
• Patrón de referencia (calibrador)
• Método/proceso para realizar las mediciones/calibraciones
• Condiciones ambientales
• La persona o personas que realizan las mediciones
• Componentes de incertidumbre adicionales que dependen de la magnitud que se está midiendo/calibrando
Todos estos componentes de incertidumbre reciben el nombre de incertidumbre de tipo B.
La suma de las incertidumbres => incertidumbre combinada
La incertidumbre de tipo A (desviación estándar) es algo que se puede calcular, pero a menudo es necesario hacer una estimación de algunos de los distintos tipos de incertidumbres de tipo B. Una vez se ha calculado la desviación estándar, y se ha hecho una estimación de los diversos tipos de incertidumbres de tipo B, llega la hora de sumarlos. Antes hay que asegurarse que todas las incertidumbres se encuentran en la misma cantidad/unidad. Además, las incertidumbres deben tener el mismo factor de cobertura / nivel de confianza. Cuando se suman componentes de incertidumbre que son independientes entre sí, no se deben sumar directamente, el resultado sería demasiado pesimista (peor escenario). En lugar de ello, se deben sumar los componentes usando el método de la raíz cuadrada de la suma de los cuadrados. Esto significa que hay que elevar al cuadrado todos los componentes, sumarlos y finalmente hacer la raíz cuadrada de la suma total. Aunque se mencionaba que no se incluirían fórmulas, quizá sea más fácil comprender esto con una fórmula relativamente sencilla:
Incertidumbre total=

En la que cada “u” representa un componente de incertidumbre independiente.
Factor de cobertura/nivel de confianza
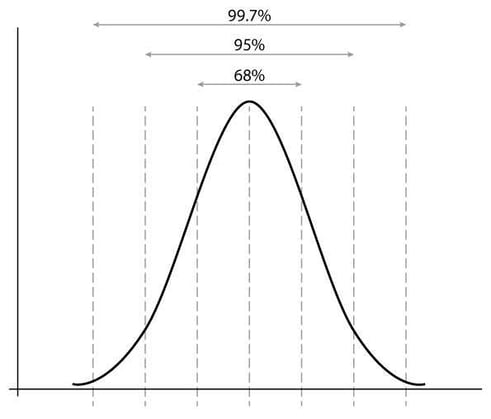
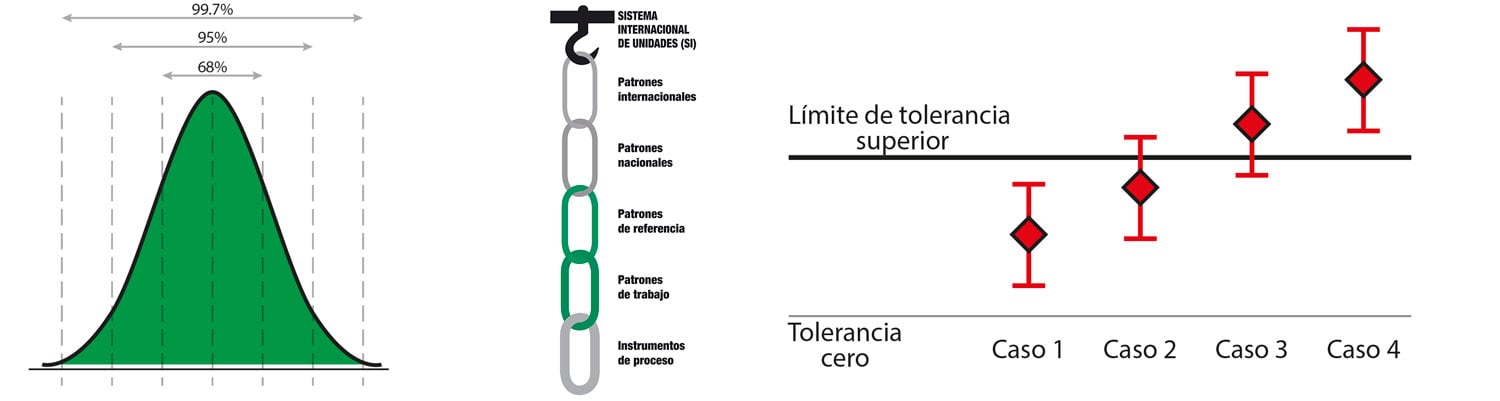
Cuando se ha determinado la incertidumbre, normalmente se multiplica por un factor de cobertura (k). La mayoría de las veces la incertidumbre combinada se multiplica por 2 (k=2 ó 2 sigmas). Esta multiplicación se hace para tener un mayor nivel de confianza del resultado. Cuando se usa un factor de cobertura de 2, se consigue un nivel de confianza del 95%. Esto se hace porque se manejan datos estadísticos y según la distribución normal (gaussiana) el 95% de los resultados se encuentran dentro del rango de los 2 sigmas. De modo que en la práctica, utilizando los 2 sigmas, el 95% de los resultados estarán dentro del objetivo de incertidumbre
dado. Diferentes valores sigma proporcionan diferentes niveles de confianza:
• 1 sigma (k=1)= nivel de confianza del 68%
(el 68% de los resultados están dentro)
• 2 sigmas (k=2)= nivel de confianza del 95%
• 3 sigmas (k=3)= nivel de confianza del 99,7%
Distribución normal (gaussiana)
Cuando se sumen diferentes componentes de incertidumbre, hay que asegurarse que todos tienen el mismo valor sigma 1 antes de sumarlos.
Incertidumbre expandida
Antes de publicar la componente de incertidumbre combinada, será necesario multiplicar el resultado por el valor sigma seleccionado para obtener el nivel de confianza requerido. Después de hacer la multiplicación, lo que se obtiene es la incertidumbre expandida, es decir, la incertidumbre con un nivel de confianza determinado incluido.
Cómo expresar la incertidumbre en los resultados o en un certificado de calibración
En los resultados de calibración, se deberá expresar la incertidumbre como un valor ± mencionando también el factor de cobertura/nivel de confianza. Por ejemplo, se puede decir que la temperatura es: 20,5 °C con una incertidumbre de ± 0,1 °C (k=2).
Declaración de conformidad – aceptada o no aceptada
En la mayoría de las ocasiones la calibración de un instrumento incluye un criterio de aceptación, es decir, hay límites dentro de los cuales se considera que el resultado está aceptado y fuera de los cuales se considera no aceptado. Hay varias interpretaciones sobre si la incertidumbre se debe tener en cuenta a la hora de decidir un aceptado / no aceptado, y en caso afirmativo, de cómo hacerlo.
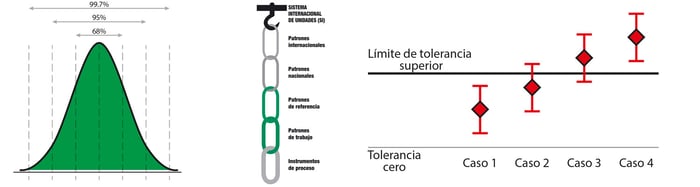
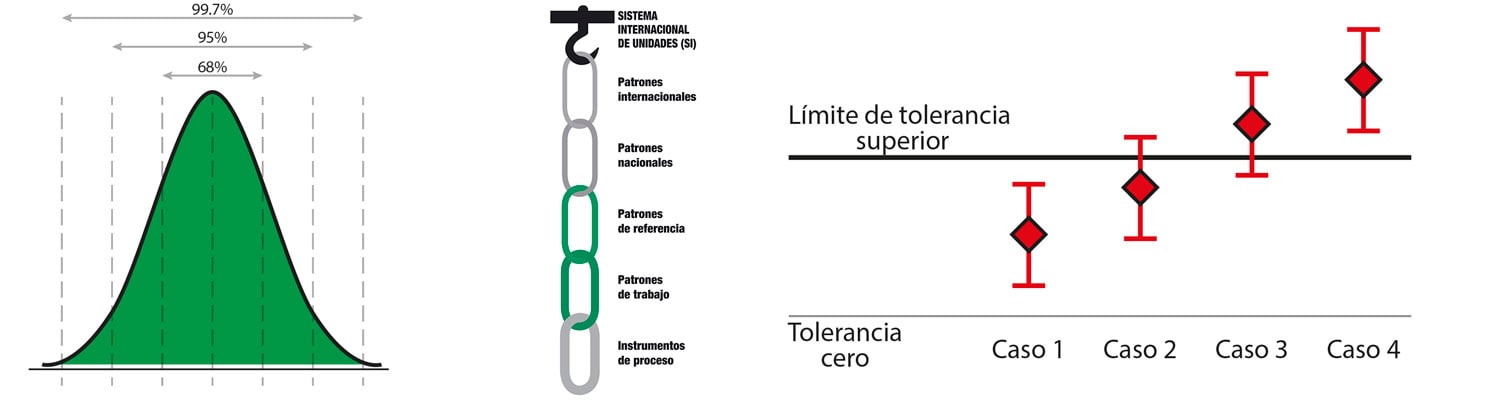
A continuación se detallan algunos ejemplos para estudiar diferentes casos. En la siguiente imagen, la forma de diamante ilustra el resultado de la medición y las líneas inferior y superior del resultado indican la incertidumbre total de dicha medición.
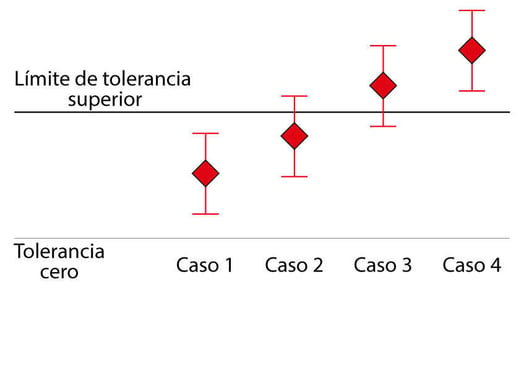
• Caso 1: Aquí está bastante claro que la medida se encuentra dentro de los límites de tolerancia, incluso cuando se tiene en cuenta la incertidumbre. De modo que podemos decir que es un resultado bueno o “aceptado”.
• Caso 4: Este caso también está bastante claro. El resultado se encuentra fuera de los límites de tolerancia, incluso cuando se tiene en cuenta la incertidumbre. De modo que podemos decir que es un resultado malo o “no aceptado”.
• Caso 2 y Caso 3: Estos casos son un poco más difíciles de juzgar. Desde luego parece que en el caso 2 el resultado está dentro de la tolerancia, mientras que en el caso 3 está fuera, especialmente si no se tiene en cuenta la incertidumbre. Pero si se tiene en cuenta la incertidumbre, realmente no podemos decirlo con total confianza.
Hay normativas (por ejemplo, el documento ILAC G8:1996 - Guía para la evaluación y el informe de la conformidad con las especificaciones; Guía EURACHEM / CITAC: Empleo de la información sobre la incertidumbre en la evaluación de conformidad, primera edición 2007) sobre cómo expresar la conformidad de la calibración. En estas guías se sugiere que se declare que el resultado está aceptado solo cuando el error añadiendo la incertidumbre sea inferior al límite de aceptación. Además, también sugieren que se declare no aceptada solo cuando el error incluyendo la incertidumbre sea mayor que el límite de aceptación. Cuando el resultado está más cerca del límite de aceptación que la mitad de la incertidumbre, se sugiere llamarlo resultado “indefinido”, es decir, no se debe decir ni aprobado ni no aprobado.
En la mayoría de los casos se interpreta la incertidumbre y la decisión de aceptada o no aceptada de muchas formas diferentes. En la práctica, la mayoría de las veces la incertidumbre no se tiene en cuenta en la decisión de aceptar o no aceptar la calibración, pero de todas formas es muy importante conocer la incertidumbre a la hora de tomar la decisión.
Ejemplos de incertidumbre
En los siguientes gráficos hay algunos ejemplos de lo que puede significar tener incertidumbres diferentes en la práctica.
Los casos 1 y 2 tienen el mismo resultado de medición, de modo que sin la incertidumbre se consideraría que ambas mediciones son del mismo nivel. Pero cuando se tiene en cuenta la incertidumbre, se puede ver que el caso 1 es realmente malo, porque la incertidumbre es demasiado grande para ser usada en esta medición con los límites de tolerancia dados.
Mirando los casos 3 y 4, parece que el caso 3 es mejor, pero con la incertidumbre se puede ver que no es lo suficientemente bueno como para declararlo aceptado, mientras que el caso 4 sí lo es.
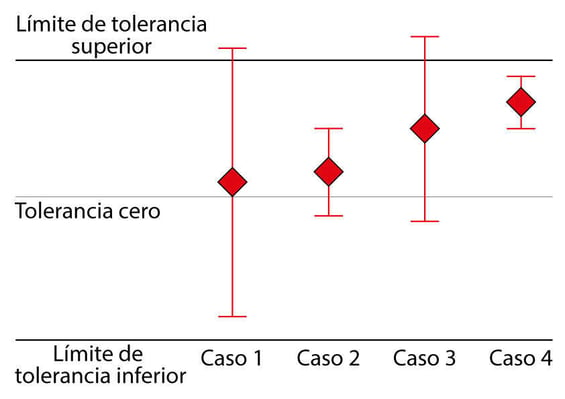
De nuevo se hace hincapié en que se debe conocer la incertidumbre antes de juzgar el resultado de una medida.
Sin el cálculo de incertidumbre, los casos anteriores 1 y 2 parecen similares, pero teniendo en cuenta la incertidumbre son muy diferentes.
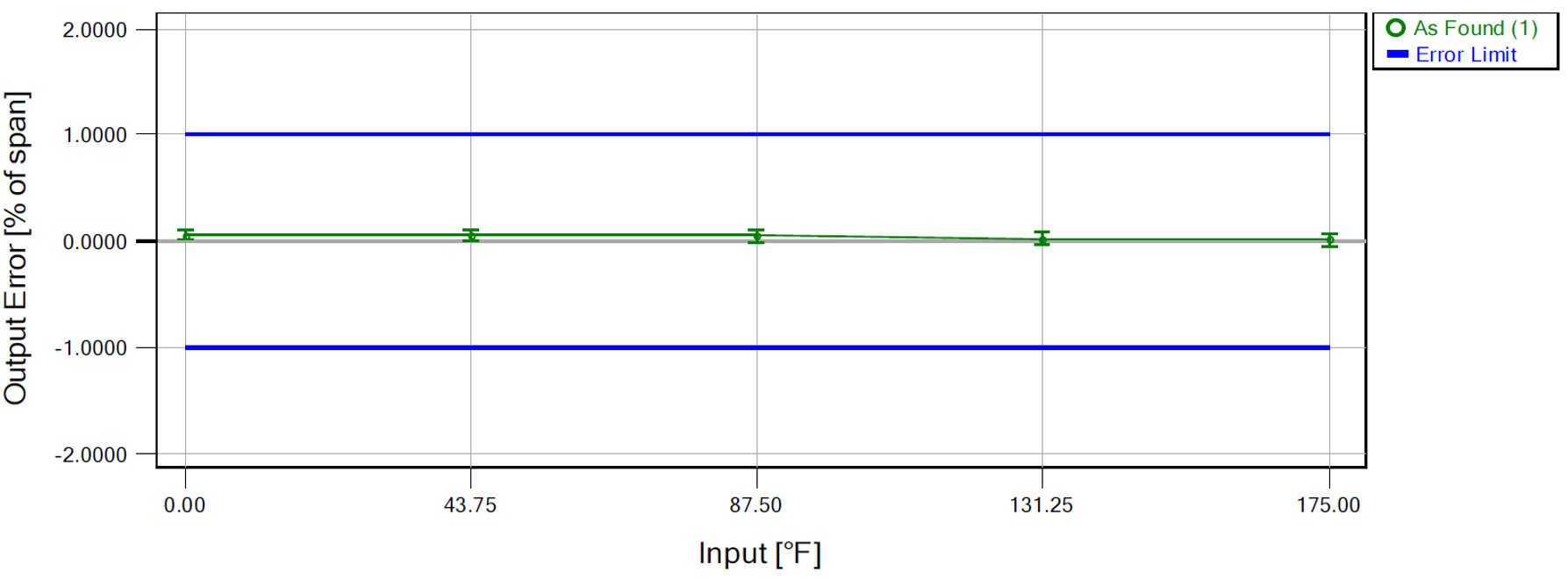
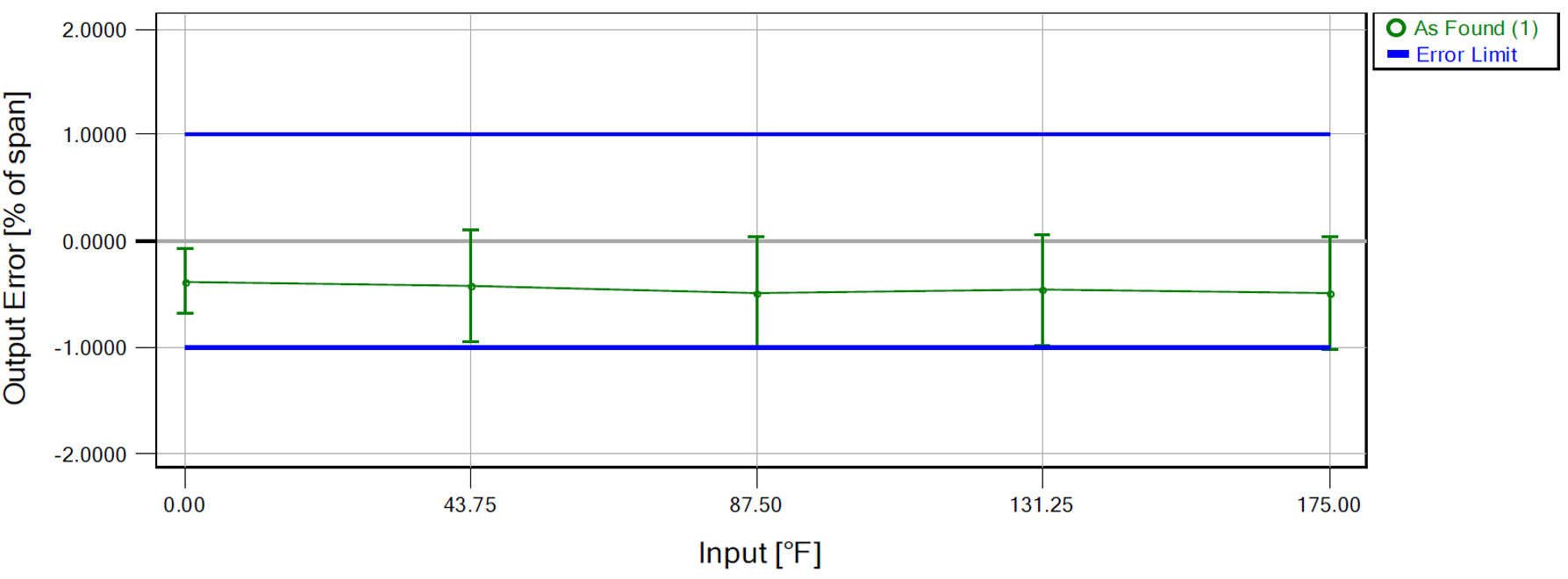
Un ejemplo real
A continuación se puede ver un ejemplo real en el que el mismo transmisor de temperatura RTD se ha calibrado con dos calibradores diferentes. Estos gráficos se han elaborado con el software de gestión de calibraciones Beamex CMX. Se puede ver fácilmente que en el primer caso los resultados son muy buenos y que además la línea de incertidumbre vertical de color verde es muy corta, lo que indica una incertidumbre muy pequeña. En el segundo caso se puede ver que el resultado es un poco peor al igual que la incertidumbre de ese calibrador.
No hace falta decir que el primer caso se ha realizado con un calibrador Beamex… ;-)
En cualquier caso, cuando la incertidumbre está representada gráficamente resulta muy fácil entender el significado que tiene.
Relación TUR/TAR frente al cálculo de incertidumbre
La TUR (relación de incertidumbres), o la TAR (relación de exactitud), se mencionan con frecuencia en diversas publicaciones. En resumen esto significa que si hay que calibrar un instrumento de 1% y es necesario tener una relación de 4:1, el equipo de comprobación debe ser 4 veces más exacto, es decir, tener un 0,25% de exactitud o superior. Algunas publicaciones sugieren que si se tiene una relación TUR/TAR suficientemente grande, no es necesario preocuparse por la estimación del cálculo de la incertidumbre. La relación más usada es 4:1. Algunas guías/publicaciones también hacen recomendaciones para esta relación.
La mayoría de las veces la relación se usa como en el ejemplo anterior, es decir, solo para comparar las especificaciones del DUT (device under test - dispositivo sometido a prueba) con las especificaciones del fabricante del patrón de referencia. Pero en esa situación solo se consideran las especificaciones del patrón de referencia (equipo de prueba, calibrador) y se ignoran el resto de incertidumbres asociadas. Mientras que esto puede ser “suficientemente bueno” para algunas calibraciones, este sistema no tiene en cuenta algunas de las mayores fuentes de incertidumbre. De modo que se recomienda encarecidamente realizar la evaluación del cálculo de incertidumbre de todo el proceso de calibración.
Otra pregunta que surge a menudo es: “¿Cuántas veces más exacto debe ser el calibrador en comparación con el dispositivo que se va a calibrar?”. Aunque se pueden hacer algunas sugerencias, en realidad no hay una respuesta correcta a esa pregunta. En lugar de ello, hay que conocer la incertidumbre total de las calibraciones. Y desde luego, deberían satisfacer las necesidades.
Descarga gratis este artículo haciendo clic en la siguiente enlace:
Original post: Measurement Uncertainty: Calibration uncertainty for dummies - Part 1
Published on: November 2, 2016














.png)
Enviar una respuesta