
En este artículo técnico repasaremos la normativa AMS2750E dando un enfoque especial a los requisitos de exactitud, calibración y al equipo de ensayo/calibración.
La AMS2750E está diseñada principalmente para tratamientos térmicos en la industria aeroespacial. El tratamiento térmico es un proceso esencial para muchas de las partes más importantes de un avión, por lo que es comprensible que haya normas tan estrictas y procesos de auditoría establecidos.
Los resultados y el éxito de otros procesos industriales se pueden medir de una forma relativamente fácil cuando acaban, pero no es el caso de los procesos de tratamiento térmico. Por tanto, un control y una documentación exhaustivos del proceso de tratamiento térmico son cruciales a la hora de asegurar la calidad de los productos finales.
Normativa AMS2750
Como se ha mencionado anteriormente, la AMS2750E es una normativa para el tratamiento térmico. Las siglas «AMS» del nombre son una abreviación de «Aerospace Materials Specifications» (especificaciones del material aeroespacial). La normativa la ha publicado SAE Aerospace, una parte de SAE International Group. La primera versión de la normativa AMS2750 salió a la luz en 1980, seguida de nuevas versiones: versiones A y B en 1987, versión C en 1990 y versión D en 2005. La actual se publicó en 2012.
La normativa AMS2750 se desarrolló en un principio para establecer unas especificaciones consistentes para el tratamiento térmico en la cadena de producción aeroespacial. El uso de la normativa lo audita PRI (Performance Review Institute) para Nadcap (Programa Nacional de Acreditación de Contratistas Aeroespaciales y de Defensa). Antes de la aparición de Nadcap, las compañías aeroespaciales auditaban a sus propios proveedores, por lo que se realizaba un doble esfuerzo. En 1990, PRI pasó a ser el administrador del programa Nadcap.
Alcance de la normativa AMS2750E
Según la propia normativa, su alcance es el siguiente:
«Esta especificación cubre los requisitos pirométricos (alta temperatura) para los equipos de proceso empleados en el tratamiento térmico. Cubre los sensores de temperatura, la instrumentación, los equipos de control y registro, las pruebas de exactitud del sistema y los estudios de uniformidad de temperatura. Todo ello es necesario para asegurar que las partes o las materias primas se hayan sometido a un tratamiento térmico siguiendo las especificaciones aplicables».
¿Por qué el tratamiento térmico?
En algunos procesos industriales, es relativamente fácil medir y comprobar la calidad del producto final y juzgar si cumple con los requisitos una vez finalizado el proceso. Es posible que se pueda evaluar simplemente el producto final y ver si es bueno o no. En otros procesos en los que no es posible/fácil/práctico determinar su calidad, se necesita tener un control y documentación exhaustivos de las condiciones del proceso para asegurarse que el producto final cumple con los requisitos.
Es comprensible que el tratamiento térmico sea un proceso en el que se necesite tener un buen control para garantizar la obtención del producto adecuado, sobre todo cuando son productos destinados a la industria aeroespacial.
¿Para quién es?
La AMS2750E está diseñada principalmente para la industria aeroespacial. Sin embargo, las mismas normas y técnicas se pueden aplicar en cualquier industria que requiera un control del proceso térmico de las materias primas y de los componentes fabricados, como la industria del automóvil, la
ferroviaria, entre otras.
¿Qué hay de la normativa CQI-9?
La normativa CQI-9 contiene unos requisitos similares para el tratamiento térmico y se centra en la industria del automóvil. La primera edición se publicó en 2006. La CQI-9 «Heat Treatment System Assessment» es una autoevaluación del sistema de tratamiento térmico, y la publicó AIAG
(Automotive Industry Action Group). Puede que dediquemos un artículo detallado sobre la CQI-9 en otro momento.
Instrumentos de ensayo y calibración
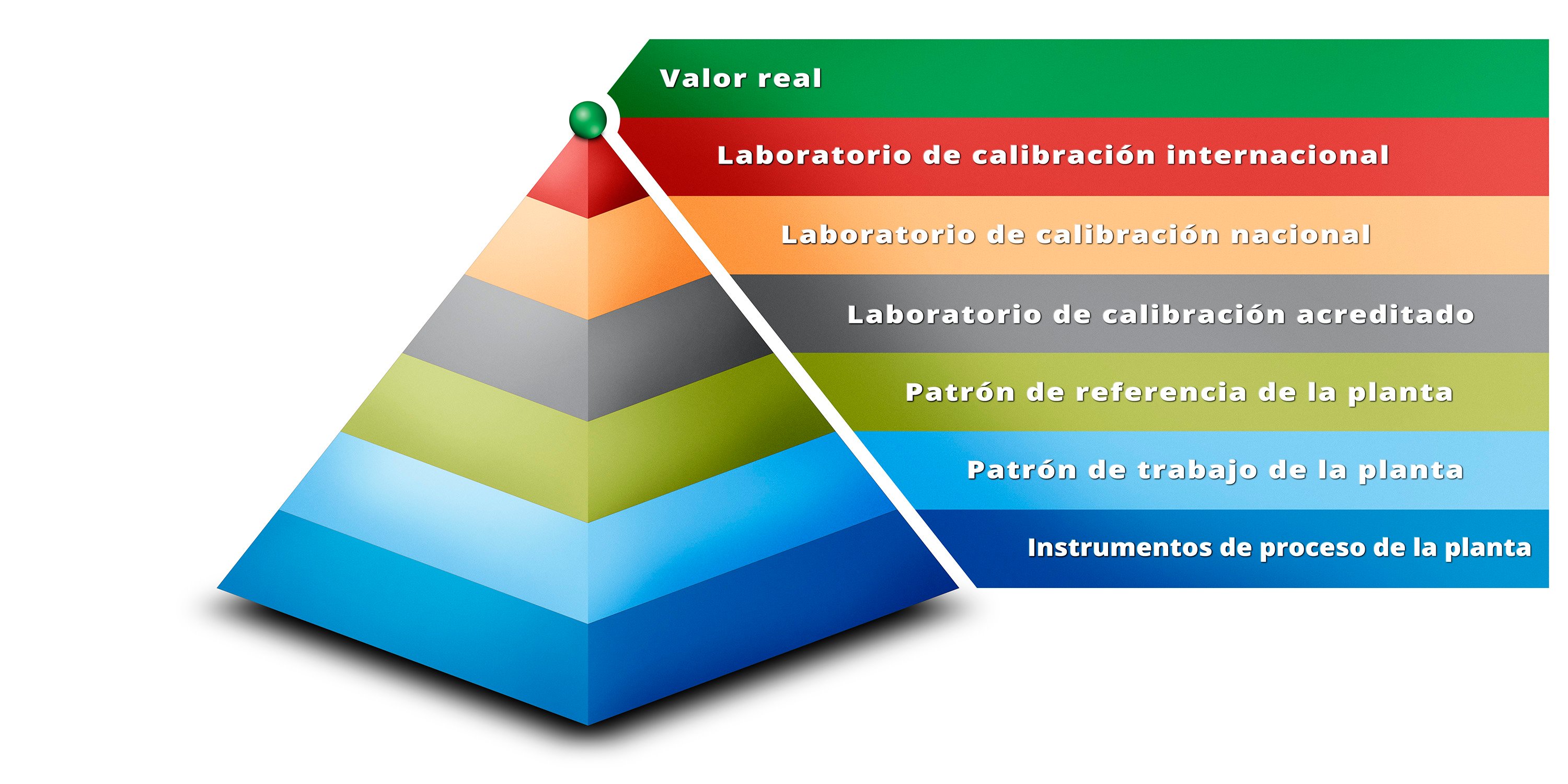
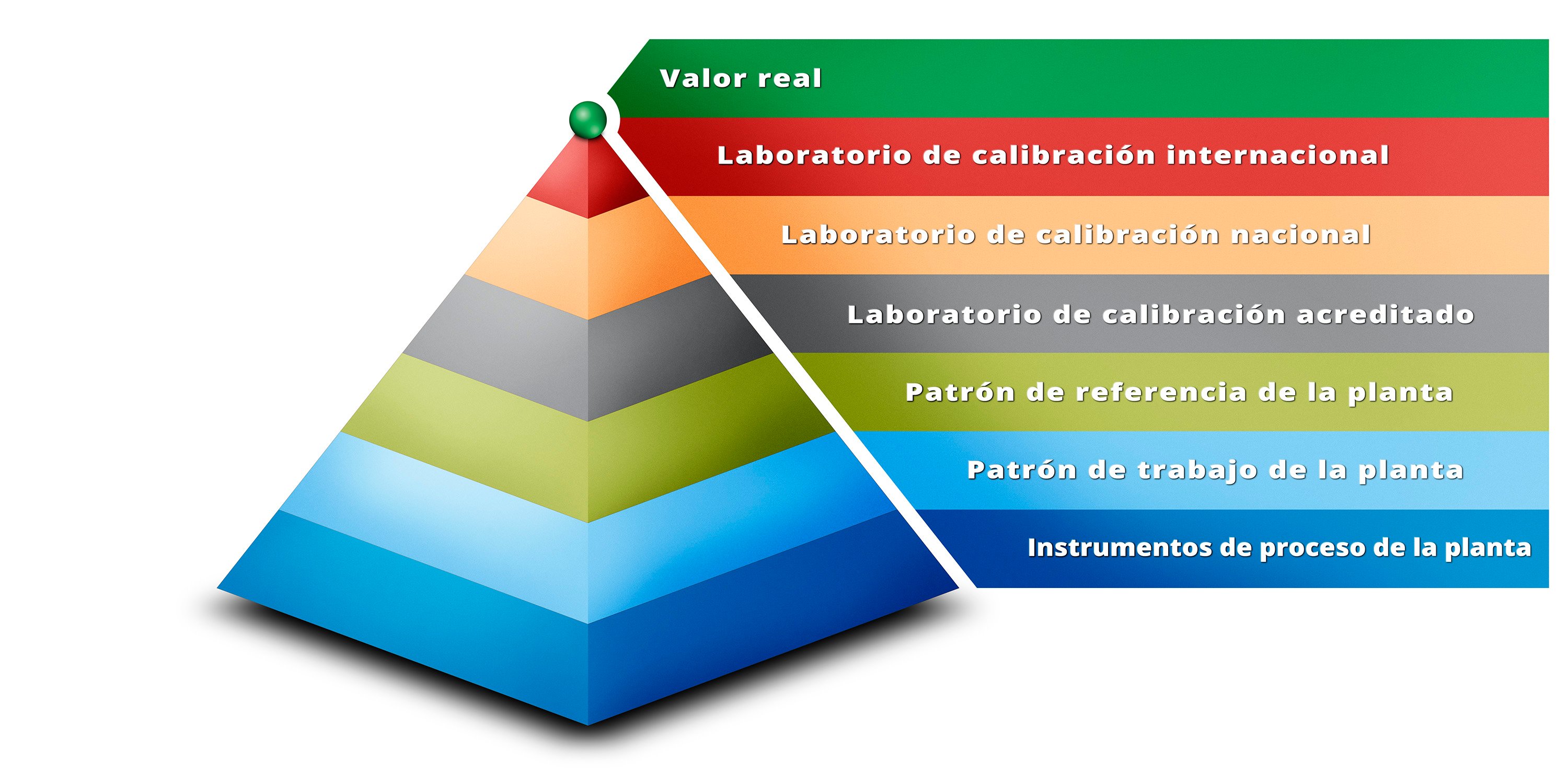
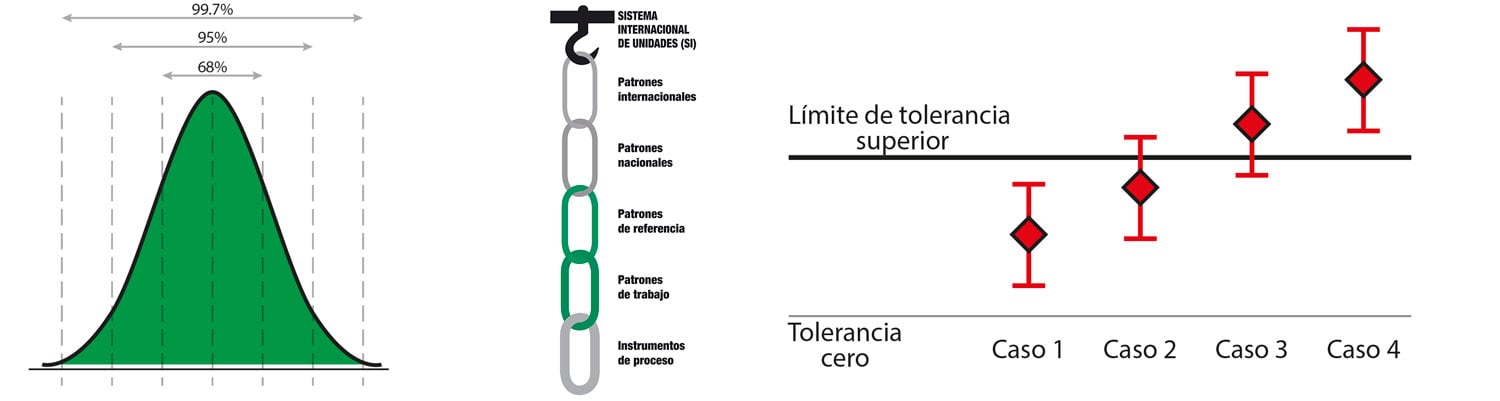
A continuación, vamos a abordar el tema de los instrumentos de ensayo (calibradores) y lo que la AMS2750E dice de ellos. Una calibración trazable de los diferentes niveles de instrumentos de medida es imprescindible. Los patrones de alto nivel se calibran normalmente en un laboratorio de
calibración externo. Las medidas del proceso se calibran internamente mediante «calibradores de campo». La trazabilidad se describe a menudo como «pirámide de trazabilidad» o «cadena de trazabilidad»:
Pirámide de trazabilidad:
Cadena de trazabilidad:
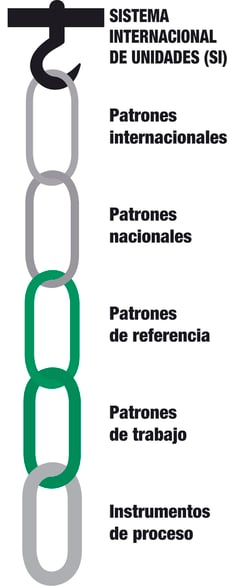
Para saber más sobre la trazabilidad metrológica en calibración lee esta publicación del blog: Trazabilidad metrológica en calibración, ¿son trazables sus calibraciones?
En la tabla 3 de la normativa AMS2750E hay especificaciones diferentes para los patrones y los equipos/calibradores de campo. Los distintos niveles de instrumentos se clasifican de la siguiente manera:
- Patrón de referencia
- Patrón primario
- Patrón secundario
- Célula patrón secundaria
- Calibrador de campo
- Instrumentos de control, seguimiento y registro
Para cada tipo de instrumento, hay especificaciones para el periodo de calibración y la exactitud de los mismos. Si pensamos en calibradores o equipos de calibración, lo que se usa normalmente son «calibradores de campo» o, a veces, «patrones secundarios».
Patrón secundario
Se limita a la calibración en laboratorio de calibradores de campo, sensores usados para las pruebas de exactitud del sistema, sensores para el estudio de uniformidad de temperatura, efecto de carga y sensores de control, seguimiento y registro.
Calibradores de campo
Usados para la calibración de los instrumentos de control, seguimiento y registro empleados para las pruebas de exactitud del sistema y el estudio de uniformidad de temperatura.
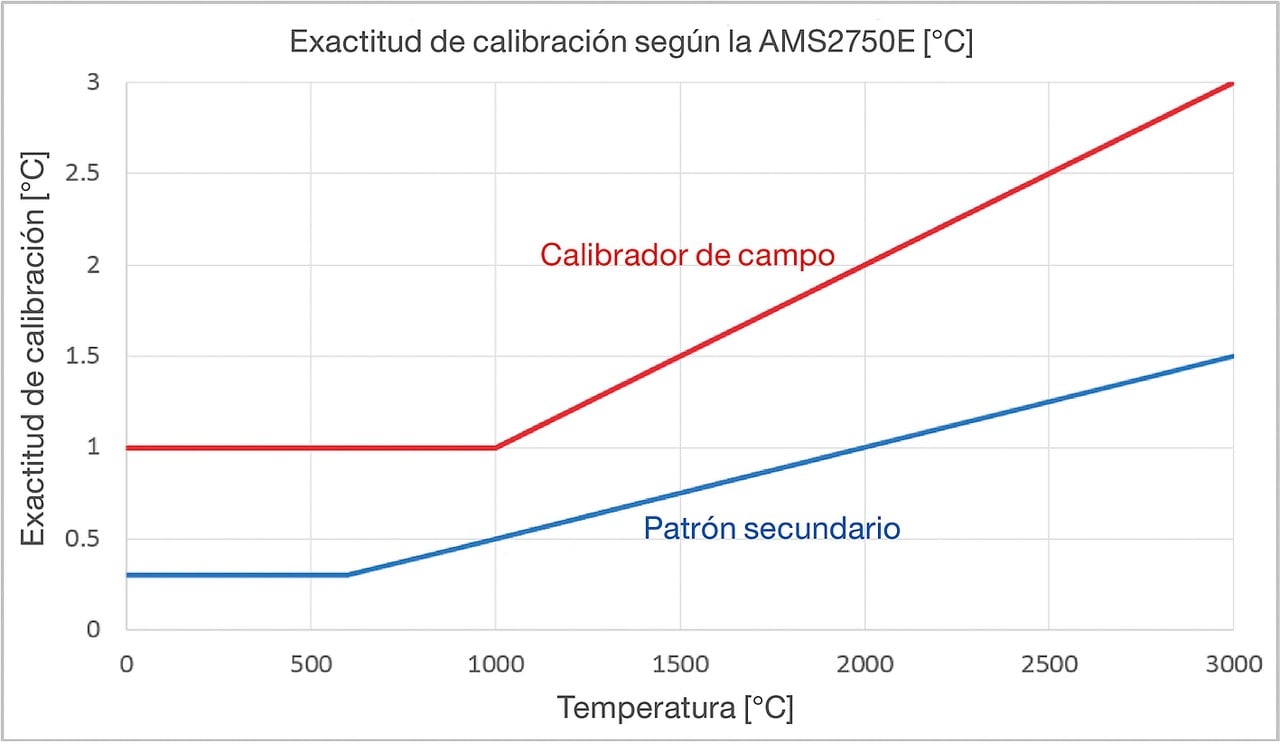
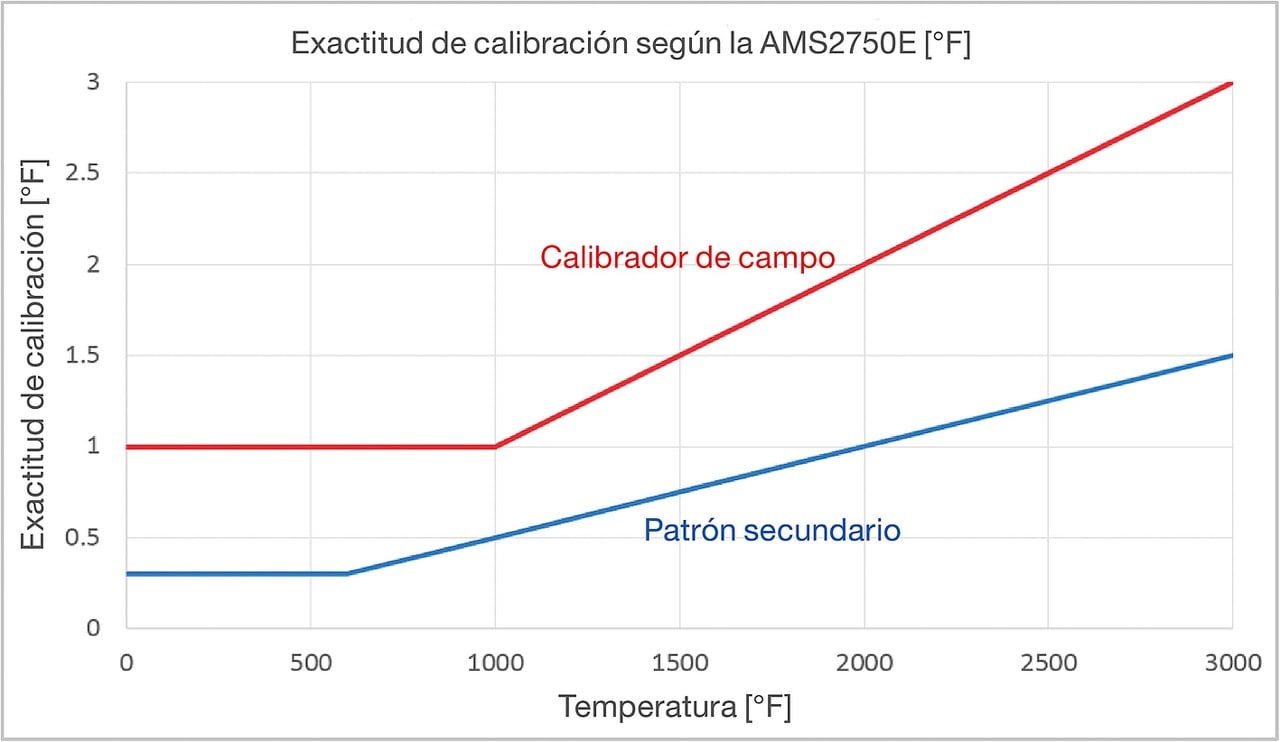
Requisitos de exactitud de la AMS2750E
La AMS2750E también especifica el periodo de calibración y los requisitos de exactitud para los diferentes niveles de instrumentos:
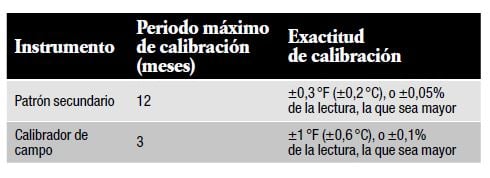
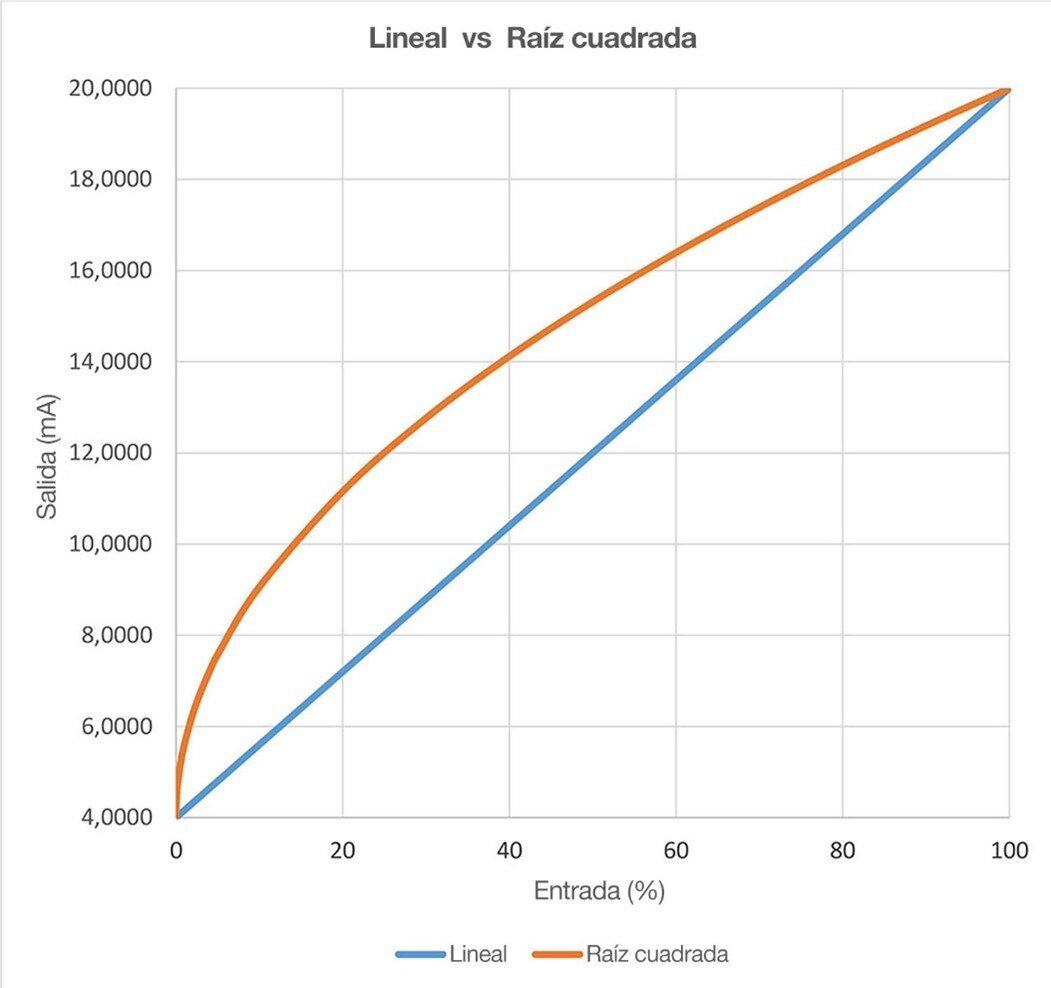
A veces, es más fácil mirar una imagen, así que vamos a echar un vistazo a la exactitud de calibración requerida para el «calibrador de campo» y el «patrón secundario» de forma gráfica. Y, dado que los grados Celsius y los Fahrenheit son distintos, a continuación, podemos ver ambos casos:
Contradicción con diferentes tipos de termopar y la exactitud
La normativa AMS2750E especifica diferentes tipos de termopar dependiendo de su uso. Se hace especial mención a los tipos B, R y S, pero los tipos J, E, K, N, y T también se incluyen en la normativa.
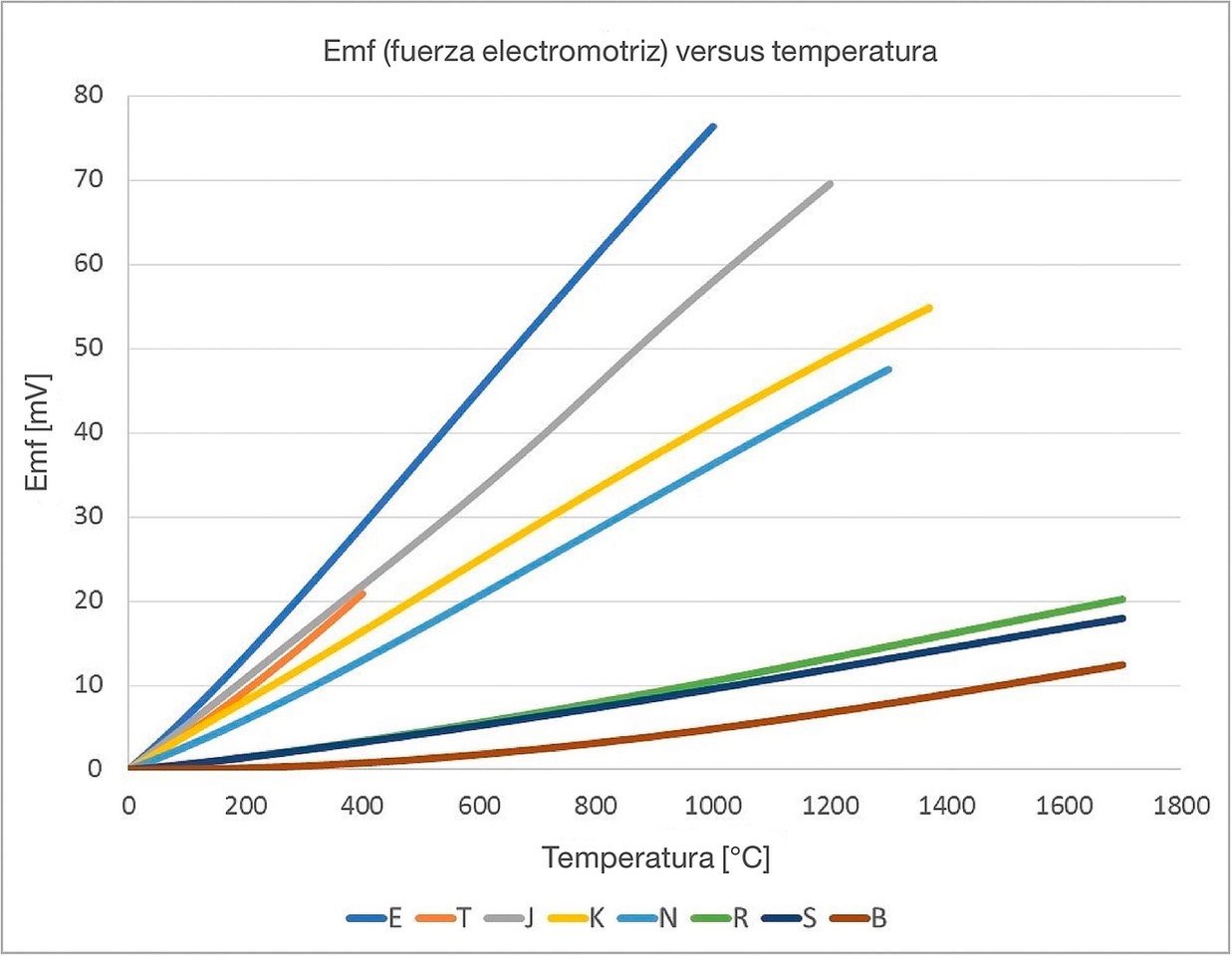
La normativa tiene la misma especificación de exactitud sin importar el tipo de termopar que sea, lo que resulta algo extraño, ya que cada tipo de termopar tiene una sensibilidad distinta.
En la práctica, esto quiere decir que un calibrador de campo normalmente tiene una especificación para los milivoltios y, cuando la exactitud de mV se convierte en temperatura, significa que el calibrador suele tener diferentes especificaciones para los distintos tipos de termopar. Algunos de ellos tienen una sensibilidad muy baja en su rango inferior (el voltaje varía muy poco al cambio de temperatura).
Por ejemplo, un calibrador puede tener una especificación eléctrica de 4 microvoltios a 0 V. Con el tipo K, estos 4 μV equivalen a una temperatura de 0,1 ºC (0,2 ºF), pero con el tipo S, equivaldría a 0,7 ºC (1,3 ºF), y con el tipo B serían casi 2 ºC (3,6 ºF). Por tanto, los calibradores normalmente tienen exactitudes muy distintas para cada tipo de termopar.
Echemos un vistazo al siguiente gráfico para comprender mejor la sensibilidad de cada tipo de termopar:
En la siguiente publicación del blog podrás encontrar más información sobre termopares, sus tipos y la compensación de la unión fría de los mismos: Compensación de la Unión Fría (Referencia) de un termopar
Resumen de los contenidos de la AMS2750E
Repasemos rápidamente los contenidos de la normativa AMS2750E y comentemos algunos de sus puntos clave.
La normativa AMS2750E comienza con estos apartados:
1. Alcance
2. Documentos aplicables
El capítulo 3 «Requisitos técnicos» de la AMS2750E incluye los siguientes apartados clave (comentados más en detalle en los próximos capítulos):
3.1. Sensores de temperatura
3.2. Instrumentación
3.3. Equipos de proceso para el tratamiento térmico
3.4. Pruebas de exactitud del sistema (SAT)
3.5. Estudio de uniformidad de temperatura del horno (TUS)
3.6. Hornos de laboratorio
3.7. Registros
3.8. Redondeo
Los apartados restantes son:
4. Disposiciones de garantía de calidad
5. Preparación para la entrega
6. Confirmación
7. Rechazo
8. Notas
3.1 Sensores de temperatura
El apartado 3.1 aborda el tema de los sensores de temperatura. Algunos de los puntos más importantes de este apartado son:
- La normativa AMS2750E especifica tanto los sensores
termopar que hay que usar como los tipos de cables del
sensor. - La normativa de conversión de voltaje a temperatura que
hay que usar (ASTM E 230 o alguna otra reglamentación
nacional). - Se pueden emplear factores de corrección para compensar
los errores detectados en la calibración. - El rango de temperatura usado para los sensores.
- La posibilidad de utilizar transmisores inalámbricos.
- Contenido del certificado de calibración de un sensor.
- Longitud máxima del cable del sensor.
- Número máximo de veces que se puede usar un termopar a diferentes temperaturas.
- Tipos de termopar a utilizar, usos de los mismos (calibración primaria, calibración secundaria, calibración de una sonda, TUS, SAT, instalación, efecto de carga), periodo de calibración y el máximo error permitido.
3.2 Instrumentación
El apartado 3.2 cubre la instrumentación con la que se usan los sensores. Se incluyen el control, el seguimiento, el registro, la calibración, la instrumentación, etc.
- La calibración de los instrumentos tiene que ser trazable.
- Resolución/legibilidad mínima de los instrumentos de ensayo (1 °C ó 1 °F).
- Especificaciones para los registros electrónicos.
- Contenidos de la etiqueta de calibración:
– Fecha, vencimiento, quién ha realizado la calibración y si hay alguna limitación. - Contenidos del registro de calibración:
– Identificación del instrumento, marca y modelo, patrón/ es usado/s, procedimiento de calibración, exactitud requerida, resultados encontrados y dejados para cada punto de calibración, offset, sensibilidad, declaración de aceptada o no aceptada, limitaciones o restricciones, fecha de calibración, vencimiento, quién ha realizado la
calibración, empresa de calibración, firma, certificaciones de calidad de la organización.
3.3 Equipos de proceso para el tratamiento térmico
El apartado 3.3 trata la clasificación del horno y los requisitos de uniformidad de temperatura para cada clase. Cubre desde la clase 1, con un requisito de uniformidad de ± 3 °C / ± 5 °F, hasta la clase 6 que va de ± 28 °C / ± 50 °F.
3.4 Pruebas de exactitud del sistema (SAT)
El apartado 3.4 incluye las pruebas de exactitud del sistema (SAT). La SAT es una prueba in situ en la que el lazo de medición completo (instrumento/cableado/sensor) se calibra con un equipo apropiado. Normalmente, esto se hace colocando un termopar patrón cerca del termopar que se va a calibrar y se comparan las lecturas del lazo de medida con el patrón. La SAT se debe realizar con un «calibrador de campo» especificado en la tabla 3 de la normativa. Además, se deberá realizar de forma periódica o después de cualquier tarea de mantenimiento. Su intervalo se basa en la clase del equipo y el tipo de instrumentación.
Los registros de la prueba SAT deberían incluir:
- Identificación del sensor bajo prueba
- Identificación del sensor patrón
- Identificación del calibrador de campo
- Fecha y hora
- Puntos de calibración
- Lecturas del horno bajo prueba
- Lecturas del calibrador de campo
- Factores de corrección del sensor patrón
- Lectura del calibrador de campo corregido
- Diferencia calculada de la exactitud del sistema
- Identificación de aceptada o no aceptada
- Persona que ha realizado la calibración
- Firma
- Certificaciones de calidad de la organización
3.5 Estudio de uniformidad de temperatura del horno (TUS)
El apartado 3.5 aborda el estudio de uniformidad de temperatura del horno (TUS). Mediante el TUS se comprueba la uniformidad de temperatura de todas las secciones/zonas del horno en el rango operativo habilitado. Hay que realizar un estudio TUS inicial para cualquier horno nuevo, modificado
(en la normativa hay un listado de modificaciones de ejemplo disponibles) o reparado. Por tanto, se debería realizar de acuerdo con el intervalo especificado en la normativa. En los hornos que tengan varios rangos operativos habilitados, se tendrá que realizar un estudio TUS para cada uno de ellos.
Existen numerosas especificaciones detalladas para el TUS en la normativa AMS2750E.
El informe del TUS debería incluir:- Identificación del horno
- Estudio de temperatura
- Ubicación e identificación de los sensores con diagramas
detallados - Datos de tiempo y temperatura de todos los sensores
- Factores de corrección para los sensores en cada temperatura
- Offsets encontrados y dejados
- Lecturas corregidas/no corregidas de todos los sensores del TUS en cada temperatura
- Identificación y firma de la empresa que realiza el estudio
- Identificación de la persona que ha realizado el estudio
- Fecha y hora de inicio del estudio
- Fecha y hora de finalización del estudio
- Identificación de la instrumentación de ensayo
- Identificación de aceptada o no aceptada
- Documentación de los errores del sensor (si aplica)
- Resumen de las lecturas corregidas positivas y negativas del TUS para cada temperatura después de la estabilización
- Certificaciones de calidad de la organización
Ejemplo del caso real de un cliente
A continuación, se muestra el caso real de Trescal en Reino Unido. Se trata de un proveedor de servicios de calibración para clientes de la industria aeroespacial que sigue la normativa AMS2750. Trescal considera que los calibradores Beamex (MC2, MC5 y MC6) se ajustan perfectamente al trabajo que ellos realizan. Haz clic en el siguiente enlace para leer el caso de Trescal (en Inglés): Trescal, Reino Unido – Calibraciones de gran exactitud para el gigante aeroespacial
Resumen
Las especificaciones establecidas por la normativa AMS2750E son muy exigentes para la industria aeroespacial. Después de revisar la tecnología de los sensores y los retos del equipo de ensayo para realizar mediciones correctas, se necesitan un análisis minucioso y una supervisión continua para cumplir con los requisitos de exactitud. Hay que tener en cuenta
que las especificaciones de la AMS2750E no se alcanzan fácilmente, por lo que se debe utilizar un equipo de ensayo de gran exactitud. Al abordar por adelantado los requisitos de calibración, el personal de mantenimiento se tendrá que equipar con las herramientas adecuadas y seguir los procedimientos para cumplir con la normativa y asegurar la máxima calidad del producto. Una buena medición de los sensores garantiza un buen control del proceso con resultados con una elevada repetibilidad – la fórmula perfecta para mantenerse en el negocio.
Soluciones Beamex de acuerdo con la AMS2750E
Beamex ofrece varios productos de calibración de temperatura que se pueden usar (y se están usando) en conformidad con la normativa AMS2750E. Puedes encontrar toda nuestra oferta más detallada en el siguiente enlace a nuestra página web: Productos de calibración de temperatura Beamex
Contacta con nosotros para más información sobre cómo usar nuestros productos de acuerdo con la normativa AMS2750E.
Publicaciones del blog relacionadas
Si este artículo te ha resultado interesante, puede que también te gusten las siguientes publicaciones:
- Sensor de temperatura Pt100 – lo que hay que saber
- Compensación de la Unión Fría (Referencia) del termopar
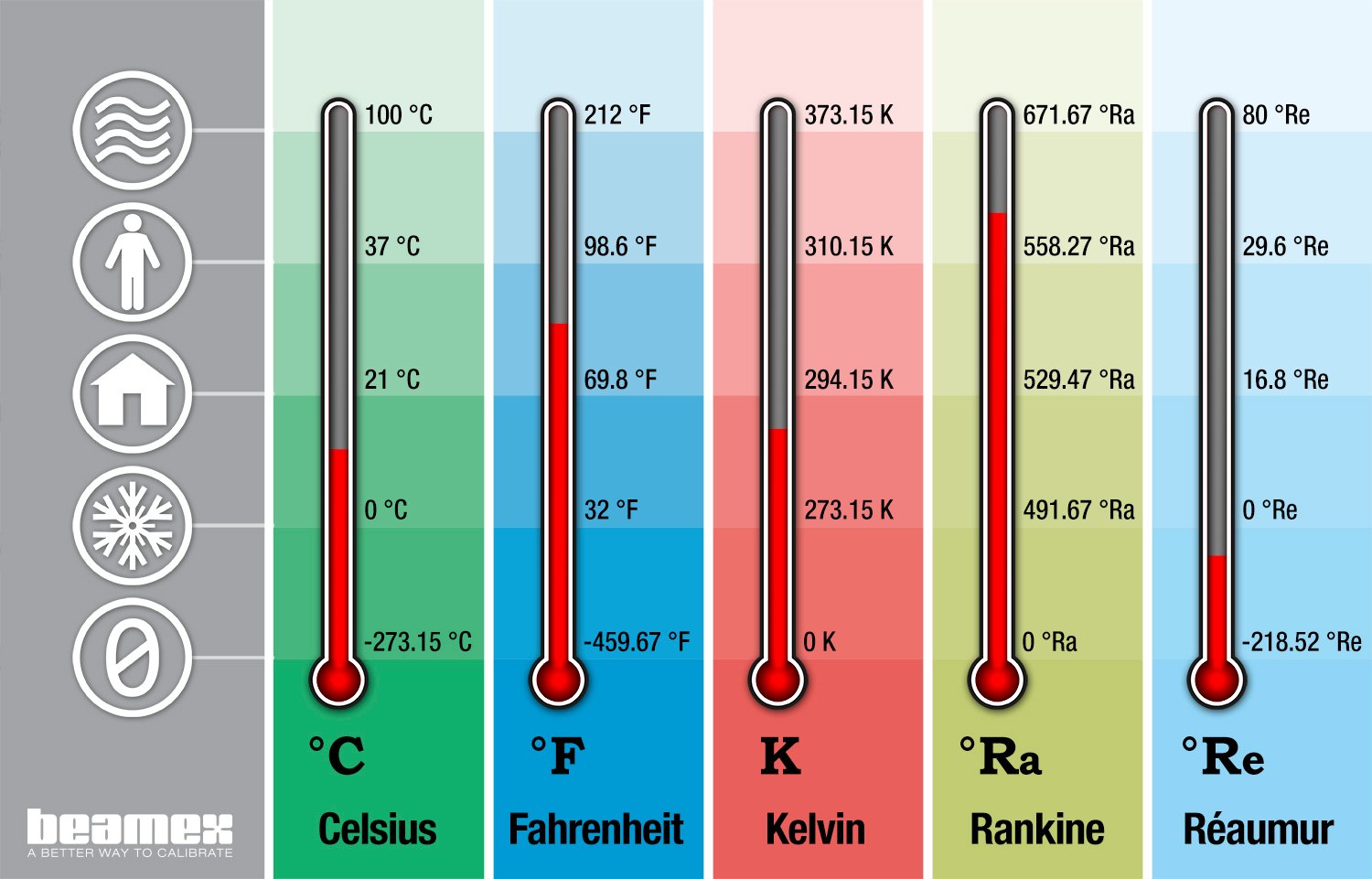
- Unidades de temperatura y sus conversiones
- La trazabilidad metrológica en calibración, ¿son trazables
sus calibraciones?
Tratamiento térmico y calibración según la normativa AMS2750E
Descargar ahora

Publicación original: AMS2750E Heat Treatment Standard and Calibration
Publicado en: Junio 2018

















Enviar una respuesta