What is metrological traceability in calibration and how can you be traceable?

In calibration, the metrological traceability is a fundamental consideration. If the calibrations you perform in your plant are not traceable, you don’t know if they are correct or not and therefore there is really no point in doing them.
In practice you see terms as “Calibration Traceability”, “Measurement Traceability”, or sometimes just the word “traceability” being used, although it is formally most correct to talk about “Metrological Traceability”. Using just the word “traceability” may cause confusion as it relates also to many other contexts such as material traceability, document traceability, requirement traceability matrix etc.
In USA the “NIST traceability” is probably the mostly often used term. NIST (The National Institute of Standards and Technology) has adopted the VIM’s (International Vocabulary of Metrology) international definition of metrological traceability, which is explained in the next chapter below.
Let’s first take a look at the formal definition of metrological traceability and then discuss what you need to do in order to claim that the calibrations in your plant are traceable.
Download this article as free pdf by clicking the picture below:
Formal definition of traceability
The formal definition of metrological traceability:
Property of a measurement result whereby the result can be related to a reference through a documented unbroken chain of calibrations, each contributing to the measurement uncertainty.
This definition is based on the official definition in standards listed in the “references” chapter in the end of the downloadable white paper.
That definition sure have many fancy words, so I want to break it down to a level that is more practical and easier to understand.
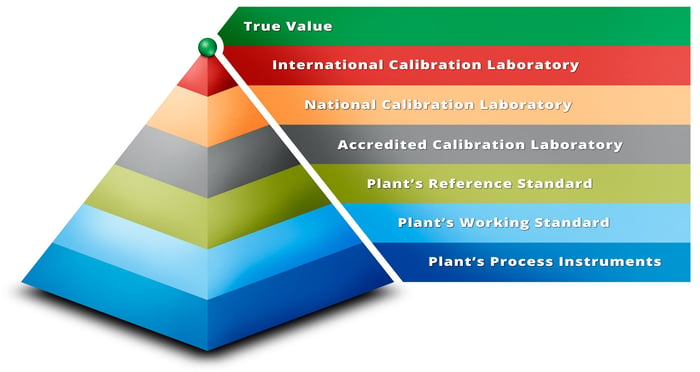
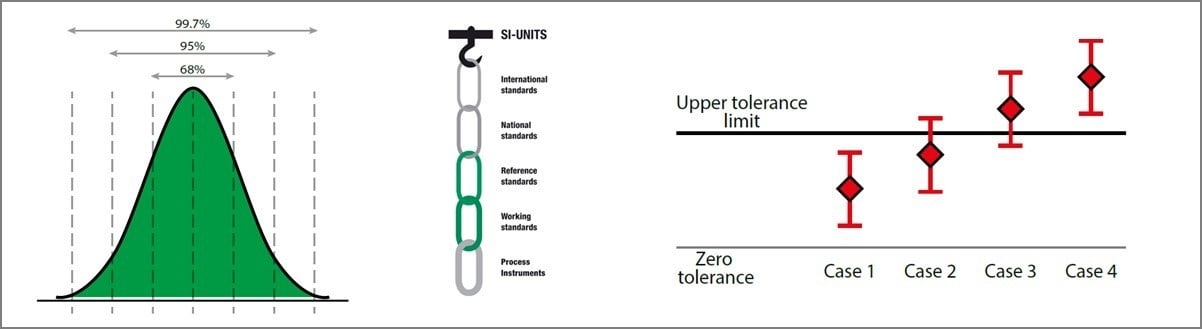
Picture 1. The metrological traceability in calibration can be presented as a pyramid. The pyramid illustrates how the different levels in the traceability are located. As all your process instruments are located in the lowest level, their traceability is dependent on all the levels above.
Calibration/Metrological traceability chain in practice
Let’s take a look at what the metrological traceability and the traceability chain is in practice, in a typical process plant, looking from bottom to top:
• In your plant, you have many process instruments, such as transmitters, that are calibrated regularly using your process calibrator, or similar measurement standard.
• The process calibrator is typically sent out to an external calibration laboratory for calibration, assuming it is the highest level reference standard in your plant. Alternatively, the process calibrator may also be calibrated internally in the plant, using a higher level reference standard.
• The highest level reference standard(s) of your plant are sent out to an external calibration laboratory, preferably an accredited one, to be calibrated.
• The external calibration laboratory will calibrate their references to assure traceability to National Calibration laboratory, or similar.
• The National Calibration laboratories work with International level laboratories and make international comparisons with each other’s assuring that their calibrations are on the same level.
• The International level laboratories base their measurements on international comparisons, international definitions and realization of the International System of Units (SI system).

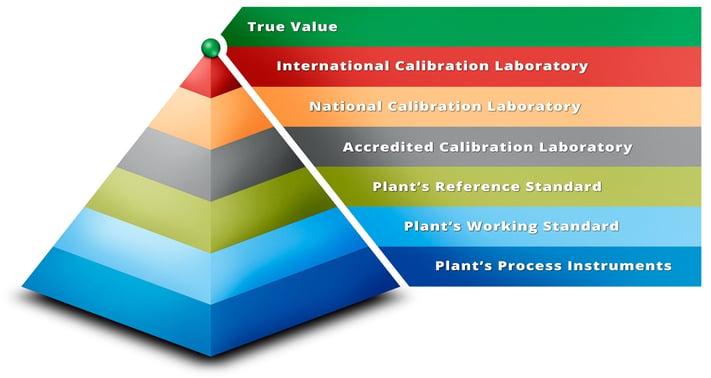
Picture 2. The metrological traceability in calibration can be also presented as a chain. The chain illustrates pretty well the fact that everything hanging below certain link is not traceable if that link is broken.
The higher you go in the chain, the smaller the uncertainty is, or the other way is to say the better the accuracy is. The above simplified practical example shows how a process measurement that you make in your plant is traceable up to an international level through an unbroken chain of measurements. The old worn-out saying “a chain is only a strong as the weakest link” is very much valid here. If any link in the chain is missing (or overdue), all measurements below that level have no traceability and are suspect to error.
There are conditions that need to be met before you can say that your process measurements are traceable, more on that in the next chapters.
When can you claim that your measurement is traceable?
Timely calibrations
All the calibrations in the traceability chain have to be done on at regular intervals. It is not enough that you once have had your reference standard calibrated and then you continue using it for years without recalibrations. The calibration of any measurement device only remains valid for a stated period of time. Therefore, the traceability expires when the calibration expires.
Every step needs to be documented
Every calibration in the traceability chain needs to be documented. This means of course that the calibration results are documented in the calibration certificate, but also that the calibration procedure is done according to a written procedure according to the company’s quality system. It is pretty clear that a calibration without a calibration certificate is not a proper calibration, and certainly not a traceable calibration. It is also good to remember that if the calibration is done without documented procedures in an environment without a Quality System, the calibration is not reliable and cannot be proven to be traceable.
Every step needs to include measurement uncertainty
As the definition says, it is also important that every calibration step in the traceability chain have the related measurement uncertainty documented.
If the uncertainty information is missing from the calibration, you can’t claim it is traceable. The main reason is that without knowing and documenting the uncertainty, you could calibrate an accurate measurement equipment with one that is less accurate. Or that the calibration procedure causes such a big uncertainty, that the calibration is neither good nor traceable.
Calibrations inside your plant
Typically the process plant’s internal calibration activities are not accredited, meaning that they are not able to produce an accredited calibration certificate. This is perfectly fine, in most cases it is not reasonable or necessary to get accreditation. Sure you could use an external accredited calibration service that comes in and makes the calibration of your process instruments, but in practice in most cases that is an overkill. This is assuming that your plant is following a quality system such as the ISO 9001 quality standard. In some regulated industries or critical measurements the accredited calibration of the process instruments may be worth the effort. In the internal calibrations inside your plant, you can transfer the traceability from one reference to the next one, or to the process instruments, even multiple times in multiple levels. This is as long as the basic requirements are met, such as, but not limited to, the following:
• calibration results are documented in certificate
• there are sufficient procedures on how to perform the calibration
• there is a quality system
• the training and competence of workers are adequate and documented in records
• the uncertainty of the calibration is known and documented
External calibrations – accredited or not?
To get the traceability into your plant, send your reference standard(s) outside to an external calibration laboratory for calibration. Using an accredited calibration laboratory is highly recommended. It is not compulsory to use an accredited laboratory, but if you use a non-accredited laboratory you must ensure (audit) yourself that the laboratory is traceable, this means for example, but not limited to, the following:
• traceability of that laboratory is documented
• its quality system and proper procedures are in working order
• competence of workers are adequate
• uncertainty of the calibration is properly calculated
• uncertainty of the calibration is suitable for your use
To find out all the necessary information, it requires a very good dedicated competence of the person performing the audit of the laboratory. If that is an accredited laboratory, you know that competent auditors are auditing the laboratory on a regular basis, ensuring everything is in order. So using an
accredited calibration laboratory makes it all so much easier for you.
There is anyhow one thing that is always left to you, that is the last bullet in the above list – you must anyhow assure that the uncertainty of the laboratory used is suitable for your reference and for your needs. I have seen more than once an accredited calibration certificates where the total uncertainty of the calibration is bigger than the accuracy/uncertainty specifications for the reference calibrated.
So even though you use an accredited calibration laboratory to calibrate your references, its uncertainty may not be suitable for your needs. It is good to remember that even if a calibration laboratory is an accredited one, it does not mean that its uncertainty is suitable and small enough for you. There are many accredited calibration laboratories out there and they have different uncertainties they can offer. It is possible to get an accreditation for a calibration laboratory that has a big uncertainty, but of course that uncertainty will be documented in the certificate and in its scope of accreditation, so it is known and easy for you to find out. Anyhow, when you calibrate your reference standards, you must ensure that you use a laboratory that can offer good enough uncertainty for your needs. If using an accredited laboratory you will know what the uncertainty of the calibration is. However, if using a non-accredited laboratory, that remains mystery. It is good to remember that it is not enough that the laboratory has some good reference standards, everything else must also be in order for the calibration to be traceable.
Summary
To shortly summarize, let’s take the definition of metrological traceability and summarize what it means in practice:
Property of a measurement result whereby the result can be related to a reference through a documented unbroken chain of calibrations, each contributing to the measurement uncertainty.
Shortly this means that in order to be traceable every calibration has to:
• Include a calibration certificate
• Include an indication of what is the reference being used and its traceability
• Be performed according to documented procedures
• Be an unbroken chain of calibrations
• Include measurement uncertainty
• Be performed by trained and competent resources
• Be valid, and not expired
Interested in printing this text, sharing it with your peers or getting useful references regarding metrological traceability? Download the text as a White Paper from below.
Also, please check out the article What is calibration on our web site.






















Discussion